
3.3.12. Головка блока цилиндров
Отметки, обозначающие толщину прокладки головки блока цилиндров
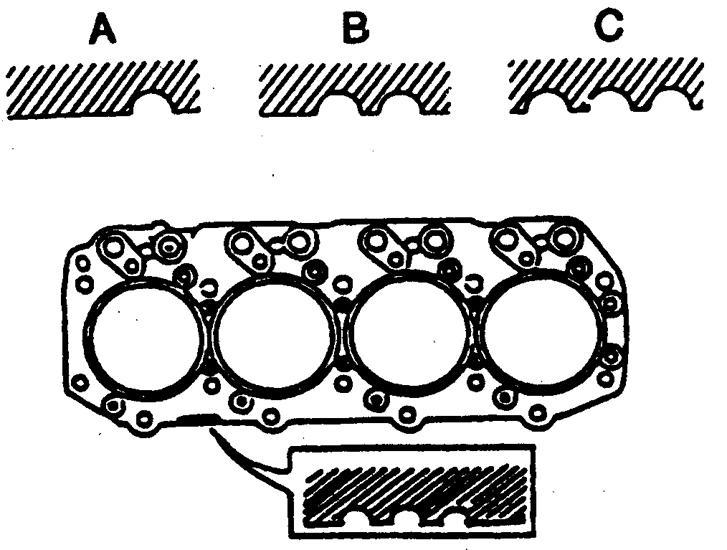 | А = 1,50 мм В = 1,55 мм С = 1,60 мм |
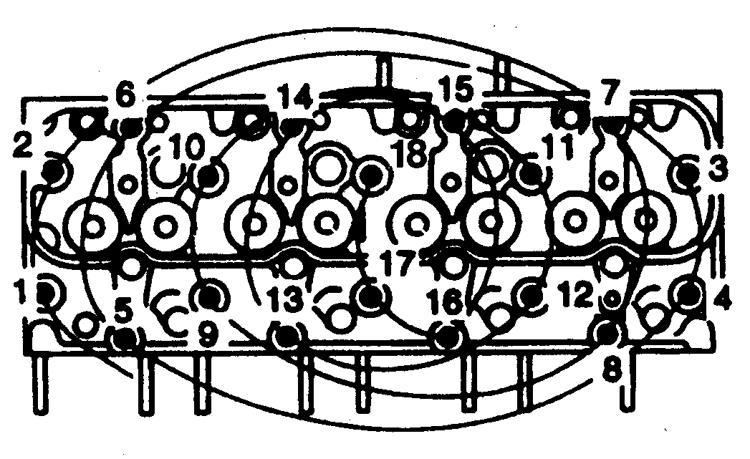
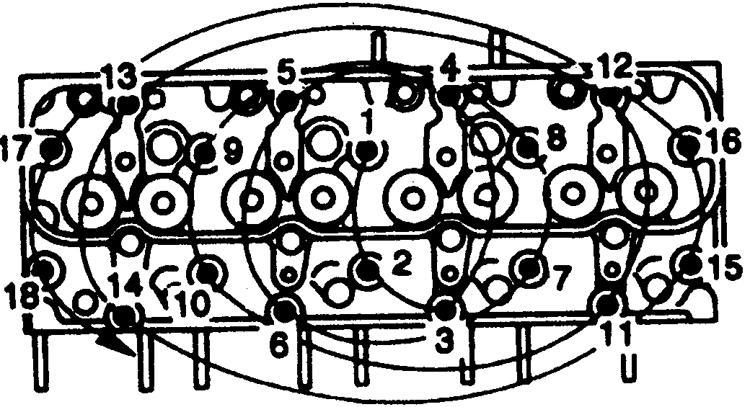
![]() При снятии головки блока цилиндров двигатель должен быть холодный. При установке необходимо использовать новые болты для крепления головки блока цилиндров.
При снятии головки блока цилиндров двигатель должен быть холодный. При установке необходимо использовать новые болты для крепления головки блока цилиндров.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||
Подготовка к установке
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||
Установка
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||
| Количество выемок в прокладке | Толщина прокладки |
| Одна выемка | 1,50 мм |
| Две выемки | 1,55 мм |
| Три выемки | 1,60 мм |
| Средняя величина выступа поршня | Требуемая толщина прокладки |
| 0,758–0,812 мм | 1,3 мм |
| 0,813–0,858 мм | 1,4 мм |
| 0,859–0,914 мм | 1,5 мм |
Комментарии