
Проверка бокового зазора в зацеплении шестерен главной передачи приспособлением А.95688/R
| 1 – винт затягивания кронштейна; 4 – кронштейн индикатора; 5 – винт крепления; |
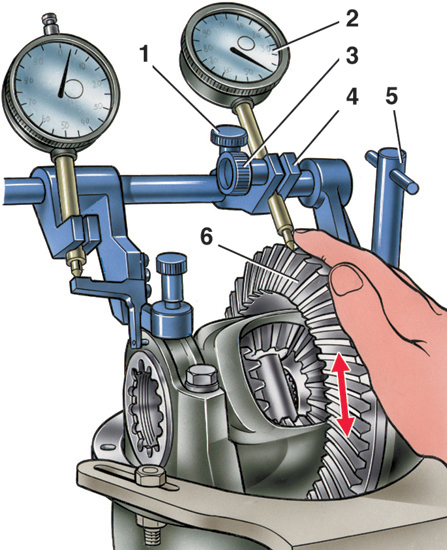
Схема для проверки предварительного натяга подшипников коробки дифференциала
| D – расстояние между двумя крышками подшипников дифференциала; 1, 2 – регулировочные гайки |

Предварительный натяг подшипников коробки дифференциала и
регулировка бокового зазора в зацеплении шестерен главной передачи – эти операции выполняют одновременно при помощи приспособления А.95688/R и ключа А.55085.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
|
Комментарии