
Профиль седла впускного клапана
 |
| I – новое седло; | II – седло после ремонта |
Профиль седла выпускного клапана
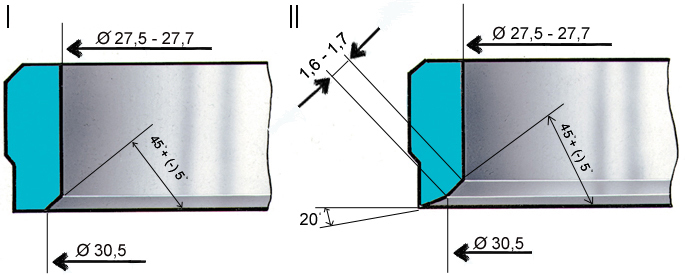 |
| I – новое седло; | II – седло после ремонта |
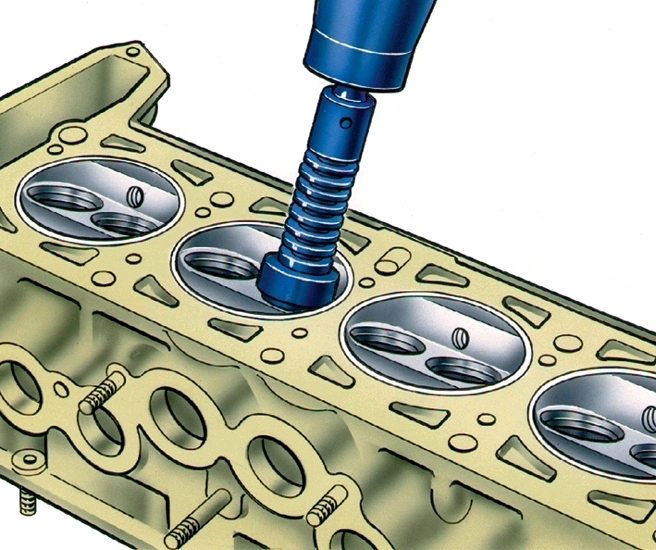
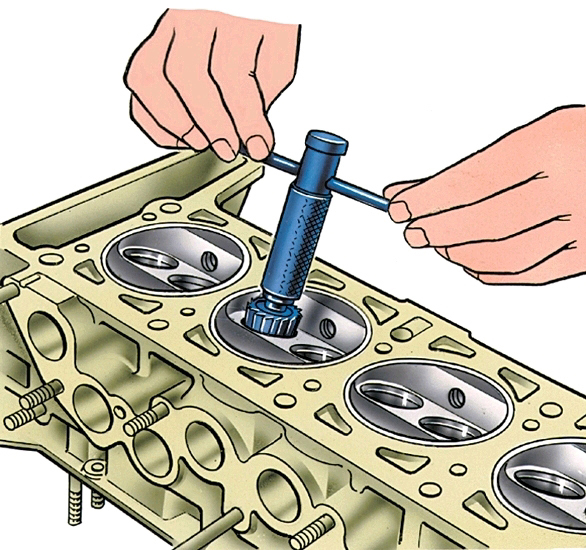
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Шлифование
Комментарии