
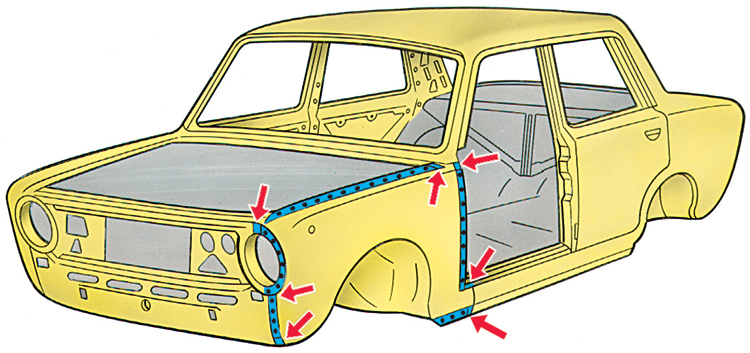
Места сварки переднего крыла
| Точками обозначены швы контактной сварки. Стрелками указаны точки газовой сварки. |
При незначительных повреждениях (небольшие вмятины, царапины и т. п.), не снимая крыла, выполните рихтовку и окраску. После рихтовки обязательно проверьте состояние внутреннего антикоррозионного покрытия, при необходимости, восстановите его.
При значительных деформациях крыла, разрывах, замените его.
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|
Комментарии