
Выпрессовка направляющих втулок
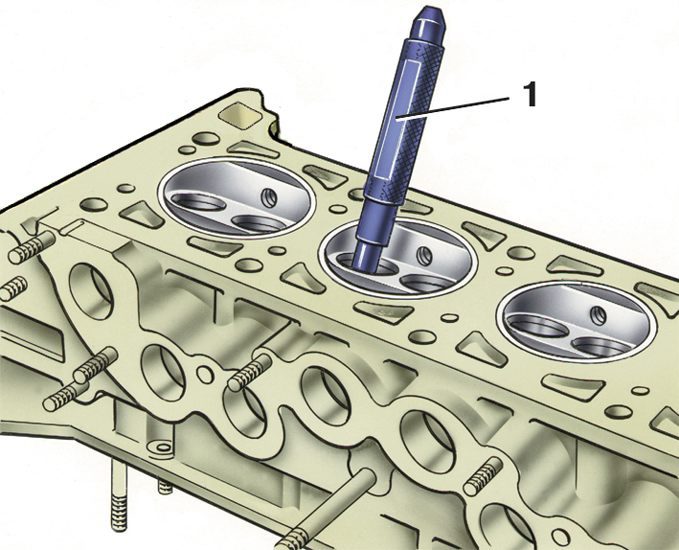 | 1 – оправка А.60153/Я |
Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр стержня клапана и отверстие направляющей втулки. Расчетный зазор для новых втулок: 0,022–0,055 мм – для впускных клапанов и 0,029–0,062 мм – для выпускных клапанов; максимально допустимый предельный зазор (при износе) 0,15 мм.
Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, замените втулки клапанов, пользуясь оправкой А.60153/R.
Для замены двух направляющих втулок впускного и выпускного клапанов цилиндров N1 и N4 отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки.
Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора кольца в плоскость головки цилиндров.
После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.
Комментарии