
Замена пола задка
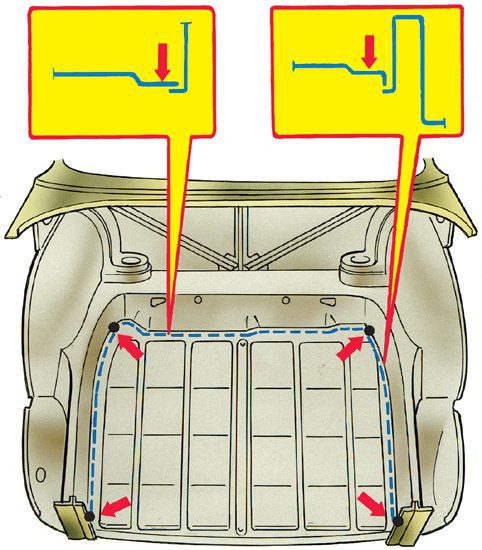 |
| Пунктиром обозначены линии рубки, на фрагментах стрелками места рубки. На основном виде стрелками показаны места газовой сварки |
Замена пола топливного бака (запасного колеса) и лонжеронов пола задка
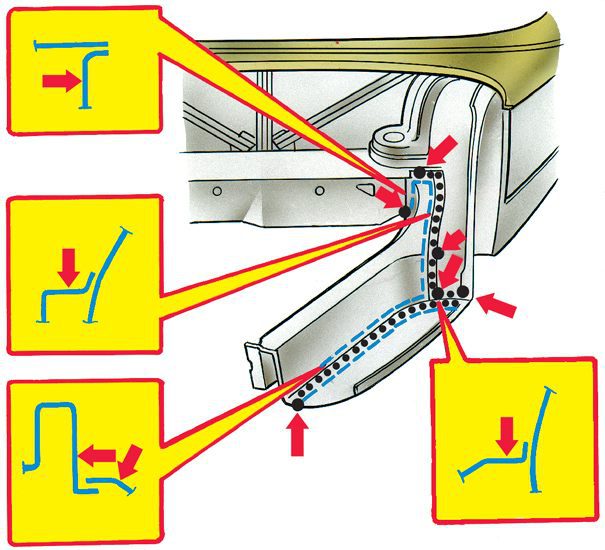 |
| Пунктиром обозначены линии рубки, точками швы контактной сварки. На основном виде стрелками показаны места газовой сварки, стрелками на фрагментах места рубки |
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||
|
Комментарии