
После разборки тщательно очистите, промойте и просушите все детали.
Предупреждение
![]() Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.
Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.
Примечание 1
Предусмотрены два ремонтных размера цилиндров.
Первый ремонтный размер:
диаметр цилиндров увеличен на 0,4 мм.
Второй ремонтный размер:
диаметр увеличен на 0,8 мм.
Даже если дефекты обнаружены только в одном цилиндре, необходимо расточить все четыре цилиндра под один ремонтный размер.
Примечание 2
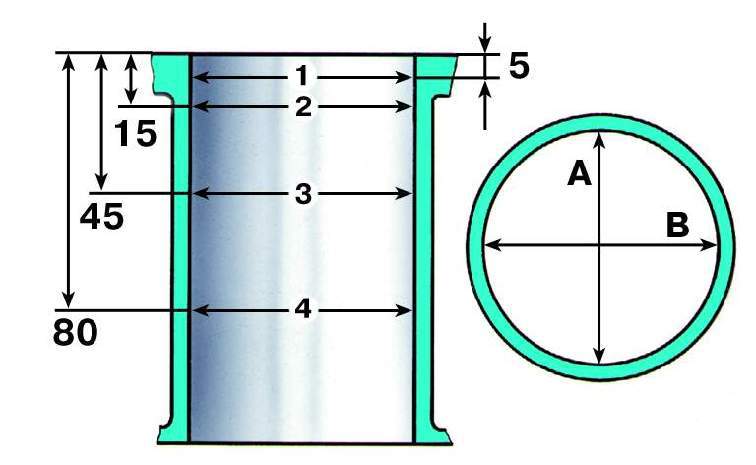
Для измерения цилиндров существует специальный прибор – нутромер.
ПОРЯДОК ВЫПОЛНЕНИЯ
| ||||||||||||||||||||||||



Комментарии