
Головка отлита из алюминиевого сплава АК6М2. Имеются дополнительные стойки крепления оси коромысел. На втулках всех клапанов установлены уплотнительные колпачки из резины на основе фторкаучука.
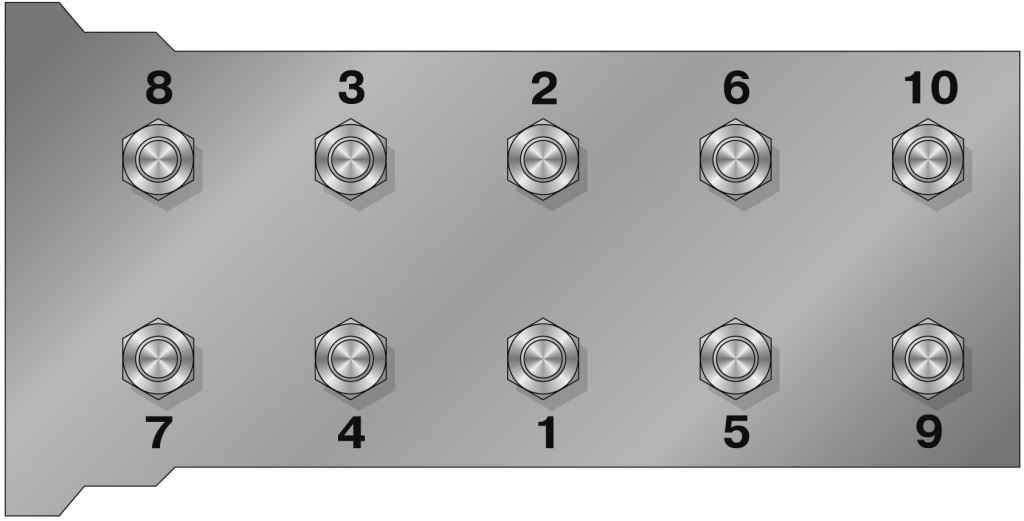 | Рис. 4.34. Последовательность затяжки гаек крепления головки цилиндров |
Для обеспечения равномерного и плотного прилегания головки цилиндров к блоку подтяжку гаек крепления следует производить на холодном двигателе в определенной последовательности (см. рис. 4.34). Затяжку необходимо вести динамометрическим ключом в два этапа: первый — предварительно, с меньшим усилием; второй — окончательно, затягивая гайки равномерно моментом 88,3—93,2 Н·м (9,0—9,4 кгс·м).
После подтяжки гаек крепления обязательно проверяются тепловые зазоры между клапанами и коромыслами.
Комментарии