
Обработка фасок седел клапанов в головке цилиндров/обработка клапанов
Фаски седел клапанов со следами износа или нагара могут обрабатываться, пока выдерживаются максимально допустимые размеры обработки, корректировочные углы и ширина фасок. В противном случае следует заменить головку цилиндров. Седла клапанов могут быть заменены обычными средствами. Для обработки необходим специальный прибор. Эти работы необходимо выполнять в специализированной мастерской. Идентификацию двигателя см. Главу Введение.
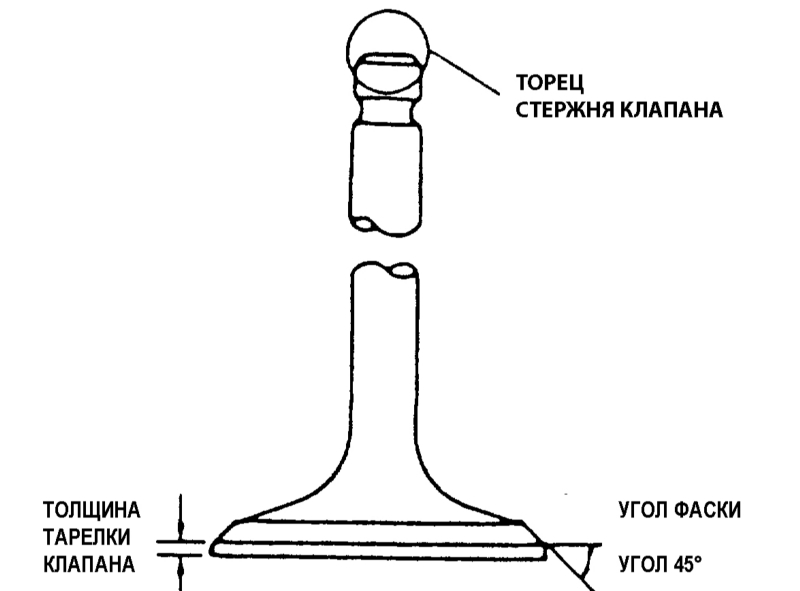
Углы на фасках клапанов
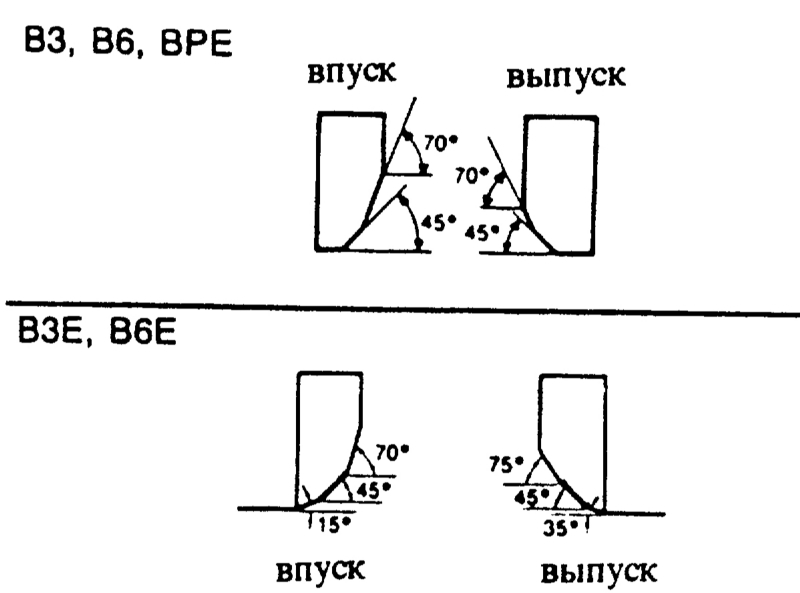 | Бензиновые двигатели |
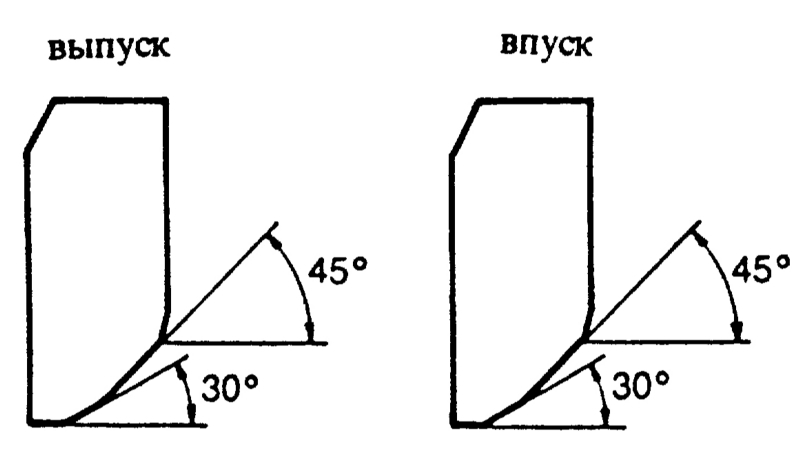 | Дизельный двигатель |
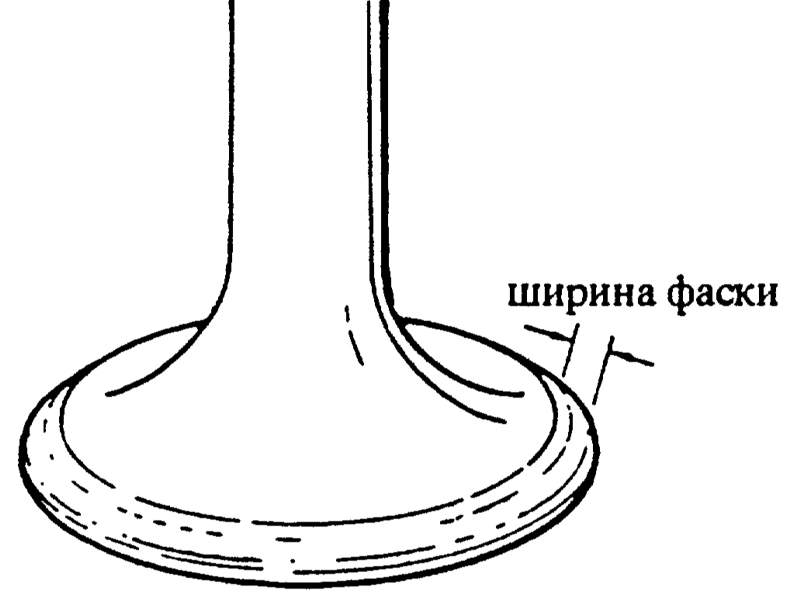 | Ширина фаски и рабочая поверхность |
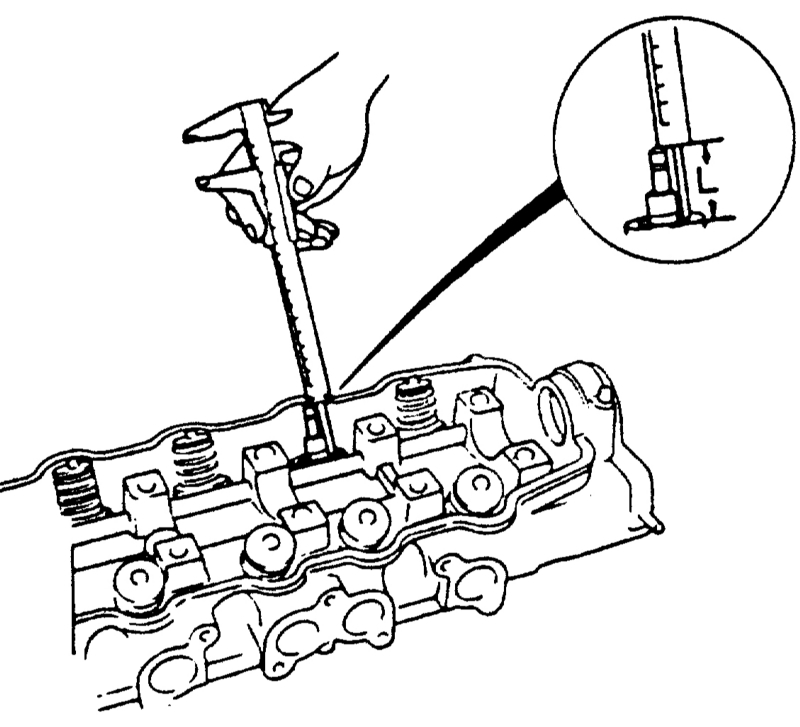
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Комментарии