Чистка и проверка состояния блока цилиндров/картера двигателя
ЧисткаПОРЯДОК ВЫПОЛНЕНИЯ | |||||||
|
ПРОВЕРКА
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||
|
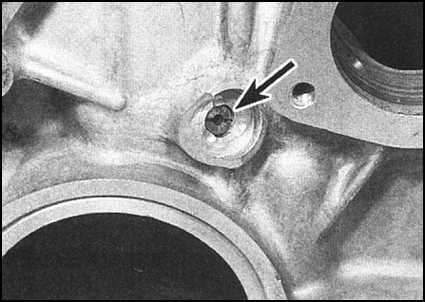
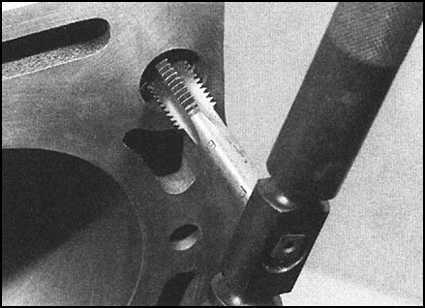
Двигатели 1.6 л и дизельные
ПОРЯДОК ВЫПОЛНЕНИЯ | |||
|

Чистка и проверка состояния блока цилиндров/картера двигателя ПОРЯДОК ВЫПОЛНЕНИЯ 1. Снимите с блока все навесные агрегаты и компоненты, а также электрические датчики и выключатели. Для полнообъемной чистки необходимо снять также выжимные пробки водяных галерей - просверлите в пробках маленькие отверстия, вверните в них саморезы и, ухвативших плоскогубцами за головки винтов, извлеките пробки из блока. При использовании сжатого воздуха надевайте защитные очки! 5. Если картер двигателя загрязнен не слишком сильно, достаточно будет промыть его горячей мыльной водой с применением жесткой щетки. Не следует пытаться сэкономить время на мытье блока - отнеситесь к этой процедурой со всей ответственностью. Вне зависимости от выбранного метода чистки, в результате ее все масляные отверстия и каналы должны оказаться абсолютно чистыми, а блок - тщательно высушенным. Во избежание развития коррозии слегка смажьте зеркала цилиндров маслом. 6. Все крепежные отверстия в блоке необходимо “прогнать” подходящим по размеру метчиком, тщательно удалив из витков резьбы продукты коррозии, старый герметик и прочие отложения. Кроме того, такая “прогонка” поможет восстановить поврежденные витки. По возможности, продуйте отверстия сжатым воздухом, удалив из них стружку и мусор. Из глухих отверстий должны быть полностью удалены все следы смазки и растворителя во избежание разрушения литья блока гидравлическим давлением при затягивании болтов. 7. Смажьте подходящим герметиком новые заглушки масляных галерей и вверните их в свои отверстия в блоке. Прочно затяните заглушки. ПРОВЕРКА ПОРЯДОК ВЫПОЛНЕНИЯ 1. Осмотрите литье блока на наличие трещин и следов коррозии. Проверьте, не сорвана ли резьба в каких-либо из крепежных отверстий. Если имелись подозрения на внутренние утечки охлаждающей жидкости, возможно, имеет смысл обратиться к специалистам автосервиса, попросив их выполнить тщательную проверку состояния блока с применением специального оборудования. В случае необходимости произведите восстановительный ремонт, либо замените блок. 2. Извлеките гильзы цилиндров и проверьте их зеркала на наличие царапин и задиров. С целью выдерживания производственных допусков выпускаются гильзы трех размерных групп. Соответствующая маркировка нанесена стенке каждой из гильз. При желании хонингование всегда можно за вполне разумную плату поручить специалистам мастерской автосервиса. 14. Приготовьте хон одного из описанных выше типов, электродрель, достаточное количество чистой ветоши, немного хонинговочного масла и защитные очки. 15. Зажмите хон в патрон электродрели. Смочите зеркала цилиндров хонинговочным маслом и заправьте хон в первую гильзу, предварительно сжав его подпружиненные точильные камни (если используется насадка второго типа). Включите дрель и сразу же начинайте двигать насадку вверх-вниз по цилиндру, добиваясь появления на зеркале цилиндра равномерного штрихового узора в виде сетки с ромбообразной ячеей, стороны которой пересекаются под углом около 60°. Некоторые изготовители поршневых колец настаивают на других значениях углов пересечения штрихов узора - ознакомьтесь с инструкциями, прилагаемыми к набору новых поршневых колец. Не забудьте надеть защитные очки! 16. Не жалейте масла при хонинговании цилиндров. Не снимайте с зеркала гильзы больше материала, чем это действительно необходимо для достижения требуемого результата. Не извлекайте хон из гильзы до тех пор, пока его вращение окончательно не прекратится - все это время продолжайте совершать возвратно-поступательные движения дрелью. После остановки дрели, продолжите вращение ее патрона в прежнем направлении вручную и извлеките насадку из цилиндра. 22. Перед установкой тщательно протрите сопрягаемые поверхности гильз и бока, затем путем обработки мелкозернистой наждачной бумагой удалите все заусеницы, задиры и шероховатости, способные привести к выходу из строя новых уплотнительных шайб. 23. Тщательно протрите гильзы и установите на них новые уплотнительные шайбы требуемой толщины. Смажьте стенки гильз чистым двигательным маслом. 24. При установке старых гильз следите за правильностью совмещения нанесенных в процессе демонтажа посадочных меток. Постарайтесь не допустить выпадения уплотнительных шайб в процессе посадки гильз в цилиндры. На первом этапе гильзы следует протолкнуть в цилиндры вручную до упора. Далее гильзы застукиваются молотком через деревянный блок до упора в посадочные плечики. 25. Установив все четыре гильзы, измерьте величину их выступания над плоскостью блока - воспользуйтесь стальной линейкой и щупом лезвийного типа. Сравните результаты измерений с требованиями Спецификаций. 26. В случае необходимости извлеките неправильно посаженную гильзу и замените на ней уплотнительную шайбу. Выпускаются шайбы толщиной 0.10, 0.12 и 0.14 мм. 28. Закончив корректировку посадки гильз, временно зафиксируйте их в цилиндрах специальными прямоугольными шайбами ПОРЯДОК ВЫПОЛНЕНИЯ 1. Визуально проверьте литье блока на наличие трещин и следов коррозии. Проверьте, не сорвана ли резьба в каких-либо из крепежных отверстий. Если имелись подозрения на внутренние утечки охлаждающей жидкости, возможно, имеет смысл обратиться к специалистам автосервиса, попросив их выполнить тщательную проверку состояния блока с применением специального оборудования. В случае необходимости произведите восстановительный ремонт, либо замените блок. Блок должен быть установлен на верстаке строго горизонтально. 4. Повторите измерения, на этот раз в плоскостях, перпендикулярных оси коленчатого вала. Запишите результаты всех шести измерений и сравните их с требованиями Спецификаций. Если разница диаметров каких-либо из двух цилиндров выходит за пределы допустимого диапазона, цилиндры подлежат проточке с последующей заменой поршней на новые, соответствующего ремонтного размера. Единственной альтернативой проточке цилиндров является полная замена блока в комплекте с поршнями.
2. Соскоблите все следы материала старой прокладки и герметика с сопрягаемых поверхностей блока. Постарайтесь не повредить прокладочные/уплотнительные поверхности.
3. Извлеките все заглушки масляных галерей (где они предусмотрены). Заглушки посажены очень туго и, возможно, потребуют высверливания с последующим восстановлением резьбы метчиком. При сборке двигателя замена заглушек производится в обязательном порядке.
4. Если картер сильно загрязнен, придется прибегнуть к паровой чистке. После возврата блока из чистки необходимо вновь прочистить маслотоки и галереи. Промойте все внутренние полости блока теплой водой. Продолжайте промывку до тех пор, пока из отверстий не начнет вытекать чистая вода. Тщательно просушите блок, затем слегка смажьте маслом его сопрягаемые поверхности и зеркала цилиндров во избежание развития коррозии. Если имеется доступ к источнику сжатого воздуха, воспользуйтесь им для ускорения процесса сушки и продувки отверстий, каналов и галерей.
![]()
![]()
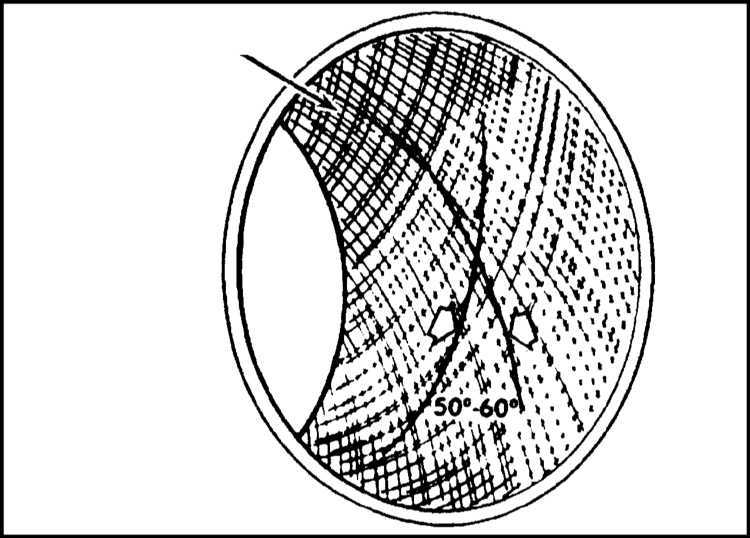
8. Если не собираетесь немедленно приступать к сборке двигателя, заверните блок в чистый полиэтиленовый пакет. Не забудьте также позаботиться о защите сопрягаемых поверхностей и зеркал цилиндров от коррозии.
3. Для более точной оценки степени износа гильз необходимо произвести измерение их диаметров в нескольких точках. Введите нутромер в гильзу первого цилиндра и замерьте ее диаметр в трех различных сечениях параллельно оси коленчатого вала. Одно измерение производится в верхней части гильзы, непосредственно под краем буртика ступенчатого износа, второе - в центральной части гильзы и третье - сразу над нижним ее срезом. Измерения производятся в двух плоскостях - параллельной и перпендикулярной оси коленчатого вала.
4. Сравните результаты измерений с требованиями Спецификаций. Если какой-либо из результатов выходит за пределы допустимого диапазона, соответствующая гильза подлежит замене.
5. Для определения зазора посадки поршней в гильзах цилиндров необходимо вычесть из диаметра гильзы диаметр поршня, измеренный по его юбке (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок).
6. Альтернативно, заправьте поршень в соответствующую гильзу и при помощи щупа лезвийного типа замерьте величину люфта его посадки. Поршень должен вводиться в гильзу в нормальное положение, а люфт измеряется по одной из упорных его поверхностей, непосредственно над нижним срезом гильзы.
7. Если величина зазора превышает оговоренное в Спецификациях допустимое значение, необходимо произвести замену поршня. Если поршень клинит в нижней части хода, с постепенным ослабеванием посадки по мере продвижения его вверх, значит имеет место конусность гильзы. Заклинивание лезвий щупа при смещении его по периметру образующей поверхности поршня говорит об овальности гильзы.
8. Повторите процедуру, оценив состояние гильз каждого из цилиндров.
9. В случае выявления признаков чрезмерного износа, либо повреждений зеркал, дефектные гильзы подлежат замене.
10. В качестве сменных должны устанавливаться гильзы, только той же размерной группы, что и вышедшие из строя. То же относится к поршням. При этом размер поршней должен соответствовать по группе размеру гильз. Соответствующая маркировка нанесена на стенки гильз и днища поршней.
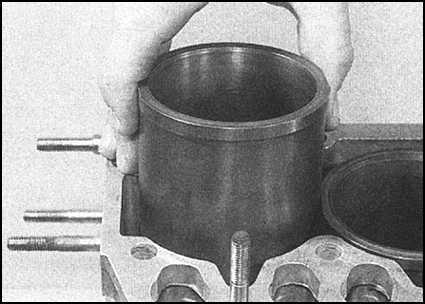
11. Если степень износа зеркал невысока, достаточно будет лишь провести замену поршневых колец.
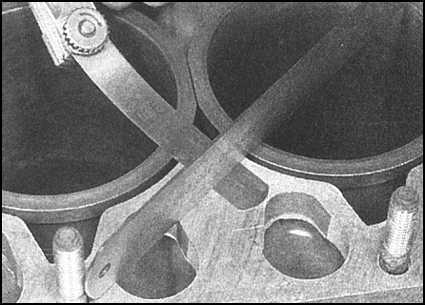
12. Зеркала гильз при этом подлежат хонингованию с целью обеспечения правильности посадки на них новых поршневых колец.
13. Для выполнения процедуры хонингования требуется специальный инструмент (хон), позволяющий нанести на поверхность зеркала равномерный штриховой узор в виде сетки. Такое равномерное “загрубление” зеркала обеспечивает качество приработки поршневых колец и гарантирует должную герметичность посадки поршней в гильзах. Выпускаются хоны двух типов, оба предназначенные для использования в комплекте с электродрелью. Хон типа “бутылочный ершик” представляет собой жесткую цилиндрическую щетку с абразивными вставками в щетину. Более широко распространенный поверхностный хон оборудован насадкой в виде точильных камней, оснащенных подпружиненными ножками. Составители данного Руководства рекомендуют начинающим механикам-любителям воспользоваться хоном первого типа.
![]()
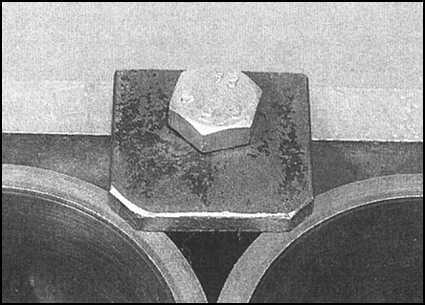
![]()
17. Тщательно протрите зеркало чистой ветошью и переходите к хонингованию гильзы следующего цилиндра. Закончив процедуру, промойте блок цилиндров горячей водой с мылом, полностью удалив все следы абразива и хонинговочного масла. Чистку можно считать законченной, когда при проведении по зеркалам гильз смоченной в масле белой ветошью на последней не остается пятна серого цвета.
18. Для извлечения гильз переверните блок цилиндров и уложите его на деревянные блоки. Теперь гильзы могут быть выбиты из цилиндров при помощи выколотки, изготовленной из твердой древесины.
19. После того как будут высвобождены все гильзы, уложите блок цилиндров на бок и извлеките гильзы вручную.
20. Снимите с оснований гильз уплотнительные шайбы и измерьте их толщину. Выпускаются шайбы различных размеров и путем их подбора осуществляется корректировка величины выступания гильз над поверхностью блока. Подберите сменные шайбы для каждой из гильз.
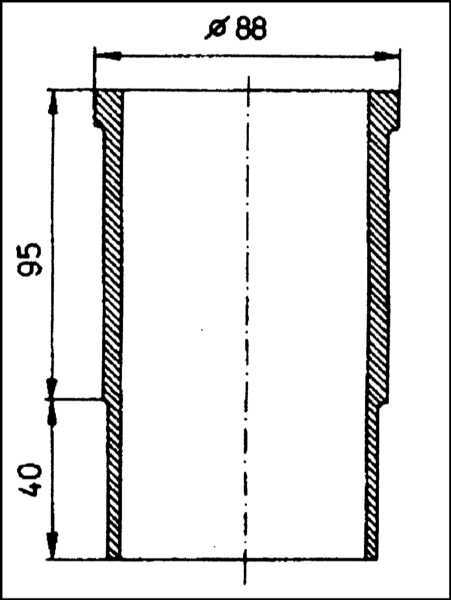
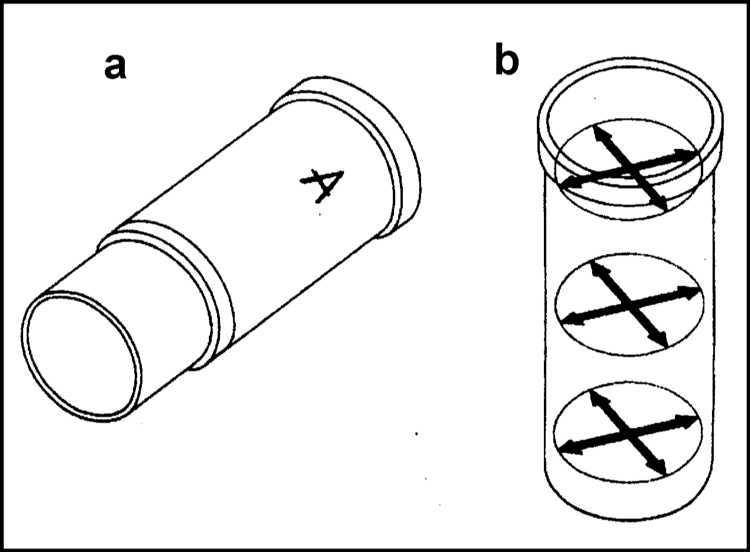
21. Основные геометрические характеристики гильз представлены на иллюстрациях. Если гильзы находятся в исправном состоянии и подлежат дальнейшему использованию, пометьте их при помощи скотча на предмет принадлежности к своему цилиндру.
а — Обозначение размерного класса гильзы
b — Место измерения внутреннего диаметра

27. Заменив шайбу, установите гильзу и вновь проверьте величину ее выступания.
Двигатели 1.6 л и дизельные
2. Проверьте зеркала цилиндров на наличие царапин и задиров. При обнаружении подобного рода дефектов следует проверить состояние соответствующих поршней (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок). Находящиеся в начальной стадии развития дефекты могут быть устранены на данном этапе путем проточки блока в условиях мастерской автосервиса.
3. Для более точной оценки степени износа цилиндров необходимо произвести измерение их диаметров в нескольких точках. Введите нутромер в первый цилиндр и произведите измерение его диаметра в трех различных сечениях параллельно оси коленчатого вала. Одно измерение производится в верхней части цилиндра, непосредственно под краем буртика ступенчатого износа, второе - в центральной части цилиндра и третье - на расстоянии около 10 мм над нижним его срезом.
![]()
5. Воспользовавшись записями результатов измерений диаметров поршней (см. Раздел Снятие, проверка состояния и установка шатунно-поршневых сборок),вычислите зазоры посадки поршней в цилиндрах путем вычитания этих диаметров из диаметров цилиндров. Поскольку требования к посадке поршней на момент составления настоящего Руководства изготовителями не оговорены, обратитесь за консультациями к специалистам фирменного сервис-центра компании Skoda.
6. Уложите блок на верстак, картером вниз и при помощи стальной линейки и щупа лезвийного типа проверьте плоскостность его сопрягаемые поверхности. Если результаты проверки превышают оговоренное в Спецификациях допустимое значение, блок может подвергнут проточке (только для бензиновых двигателей) или заменен. На дизельных двигателях выполнение проточки блока не представляется возможным.
7. Перед сборкой двигателя следует произвести хонингование цилиндров.
8. Слегка смажьте зеркала цилиндров чистым двигательным маслом во избежание развития коррозии. До момента начала сборки заверните блок в полиэтиленовый пакет и уберите его в безопасное место.
1111
Комментарии