
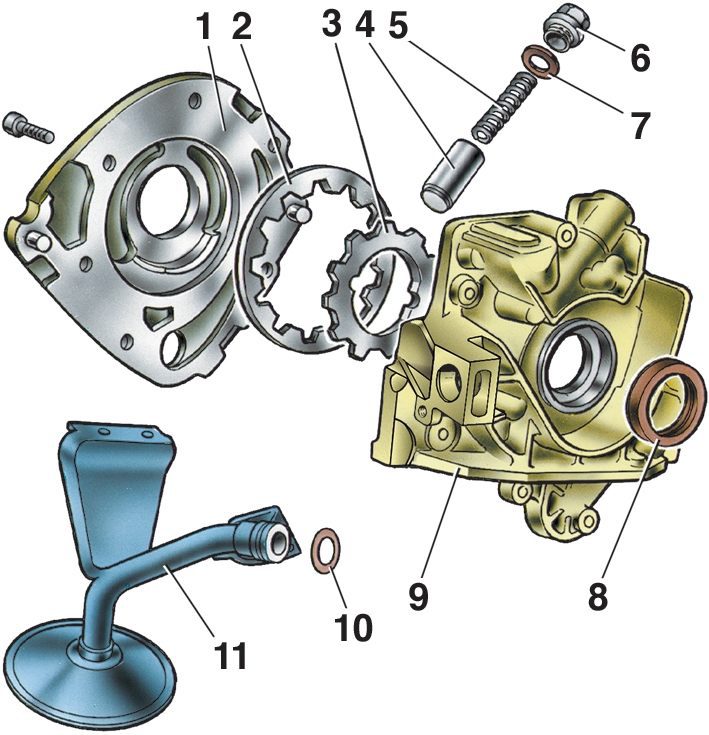
 | Рис. 2.66. Детали масляного насоса: 1 – корпус насоса; 2 – ведомая шестерня; 3 – ведущая шестерня; 4 – редукционный клапан; 5 – пружина редукционного клапана; 6 – пробка; 7 – уплотнительное кольцо; 8 – передний сальник коленчатого вала; 9 – крышка насоса; 10 – резиновое уплотнительное кольцо; 11 – маслоприемник |
Разборка и сборка. Осторожно закрепите масляный насос в тиски, чтобы не повредить крышку 9 (см. рис. 2.66).
Выверните винты крепления корпуса 1 насоса и крышки 9, выньте корпус, ведомую 2 и ведущую 3 шестерни. Отверните пробку 6 редукционного клапана 4 и выньте пружину 5 с клапаном.
Выпрессуйте из крышки 9 насоса самоподжимной сальник 8 коленчатого вала.
При сборке насоса смажьте поверхность наружного диаметра сальника моторным маслом и запрессуйте его в крышку 9 до упора.
Осторожно закрепите крышку в тисках, установите шестерни фасками на вершинах зубьев внутрь корпуса 1 и заверните винты крепления корпуса и крышки.
Вставьте редукционный клапан, пружину и заверните пробку клапана, установив под пробку алюминиевое уплотнительное кольцо 7 толщиной (1,5±0,2) мм.
| ПРЕДУПРЕЖДЕНИЕ Перед сборкой насоса обязательно смажьте моторным маслом ведущую и ведомую шестерни, корпус в зоне шестерен, уплотнительное резиновое кольцо трубки маслоприемника и редукционный клапан |
После сборки насоса при проворачивании рукой шестерен они должны вращаться плавно, без заеданий и рывков.
Проверка технического состояния деталей. После разборки все детали промойте моющими средствами, продуйте сжатым воздухом и проверьте их состояние.
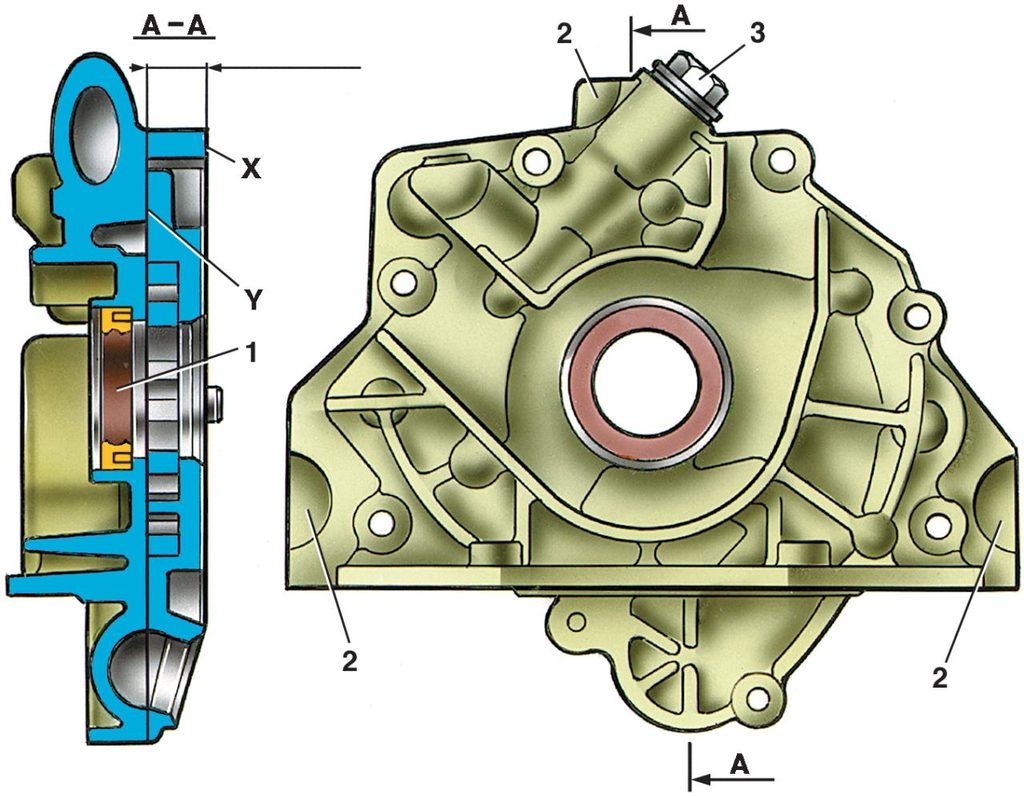 | Рис. 2.67. Точки крепления крышки масляного насоса при фрезеровании плоскостей: 1 – сальник коленчатого вала; 2 – точки крепления крышки; 3 – пробка редукционного клапана; X, У — плоскости фрезерования |
Алюминиевая крышка при проверке ее в зоне прилегания шестерен не должна иметь уступов, поверхность крышки должна быть плоской. При заметных износах зажмите крышку в точках 2 ( рис. 2.67) и профрезеруйте поверхности X и У до размера (13,5±0,3) мм. Максимальный съем металла не должен превышать 0,2 мм.
Сальник 1 коленчатого вала замените новым и запрессуйте до упора. При запрессовке сальника усилие должно прикладываться как можно ближе к наружному диаметру сальника.
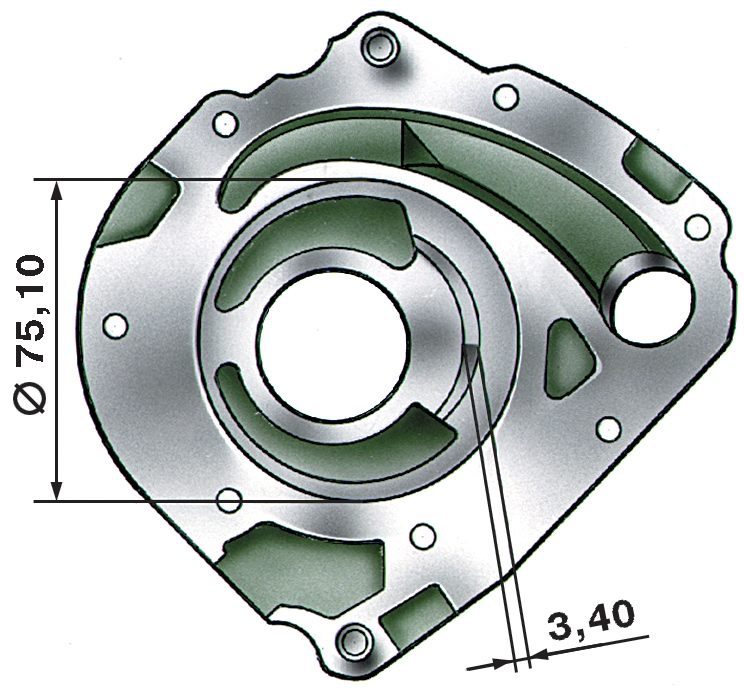 | Рис. 2.68. Предельные износы корпуса масляного насоса |
Рабочие поверхности корпуса насоса не должны иметь царапин. Предельный диаметр гнезда под ведомую шестерню не должен превышать 75,10 мм ( рис. 2.68). Минимальная ширина сегмента должна быть не менее 3,40 мм.
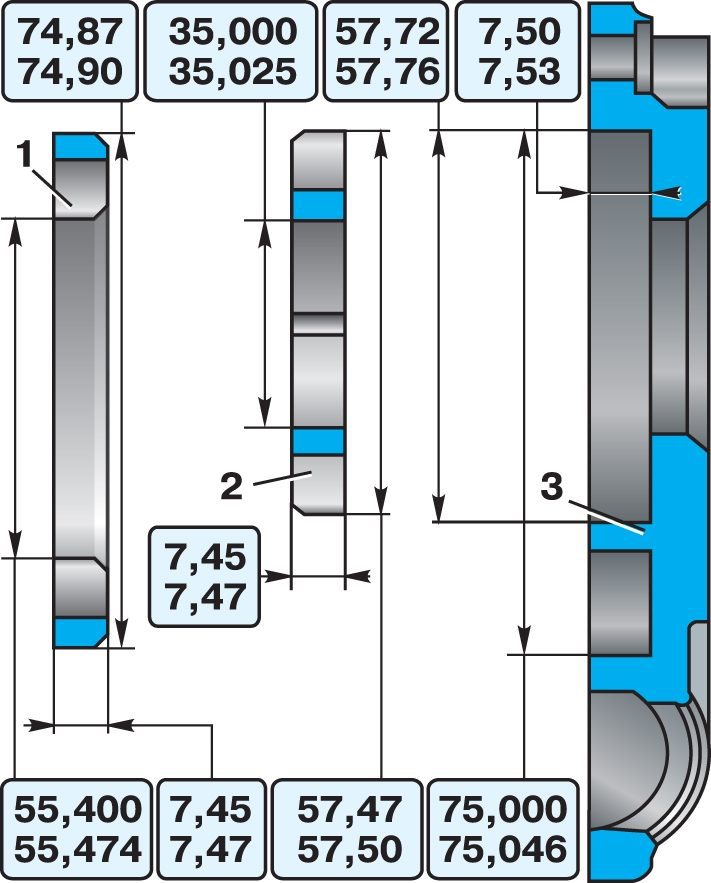 | Рис. 2.69. Основные размеры деталей масляного насоса: 1 – ведомая шестерня; 2 – ведущая шестерня; 3 – корпус |
Основные размеры новых деталей насоса показаны на рис. 2.69.
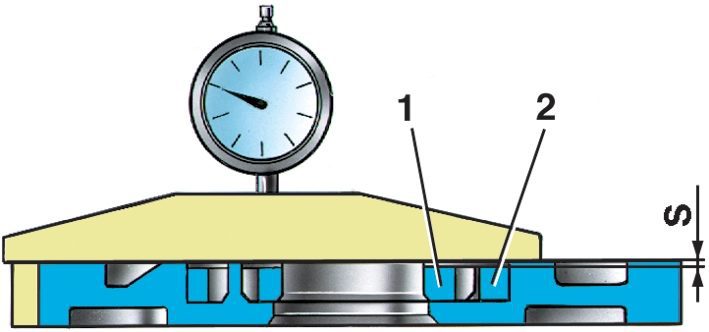 | Рис. 2.70. Замер осевых зазоров шестерен масляного насоса: 1 – ведущая шестерня; 2 – ведомая шестерня; S — осевой зазор |
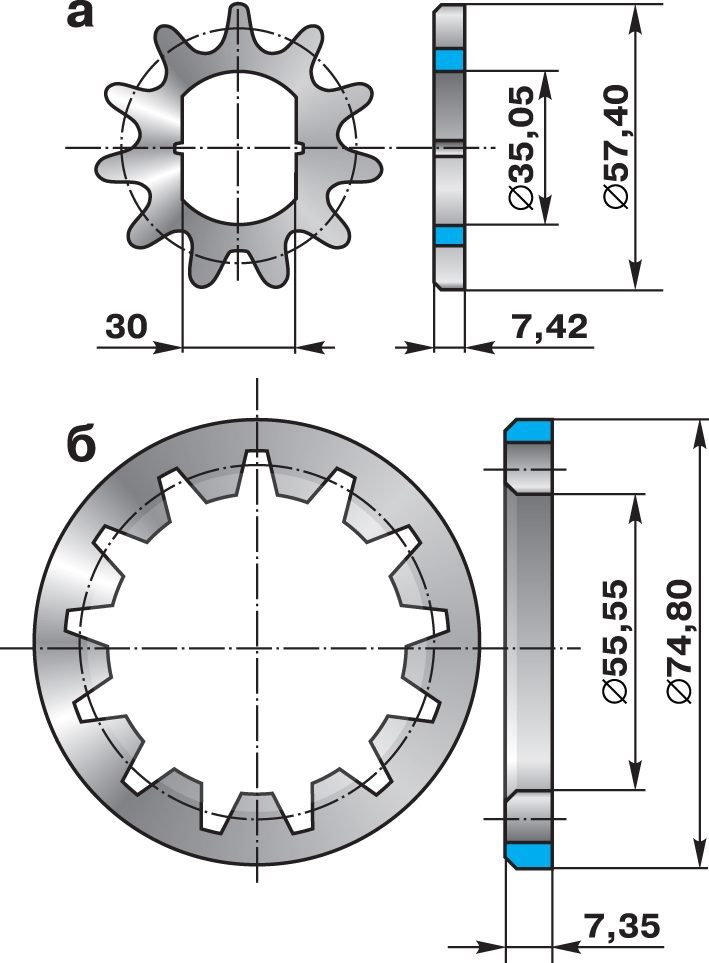 | Рис. 2.71. Предельные износы шестерен масляного насоса (размеры диаметров по вершинам зубьев даны для справок): а — ведущей шестерни; б — ведомой шестерни |
Замерьте индикатором максимальные осевые зазоры ( рис. 2.70), которые не должны превышать для ведущей шестерни 0,12 мм, для ведомой – 0,15 мм. Если зазоры превышают предельные значения, замените шестерни. Предельные износы шестерен даны на рис. 2.71. Если их размеры превышают предельные значения, также замените шестерни.
Комментарии