
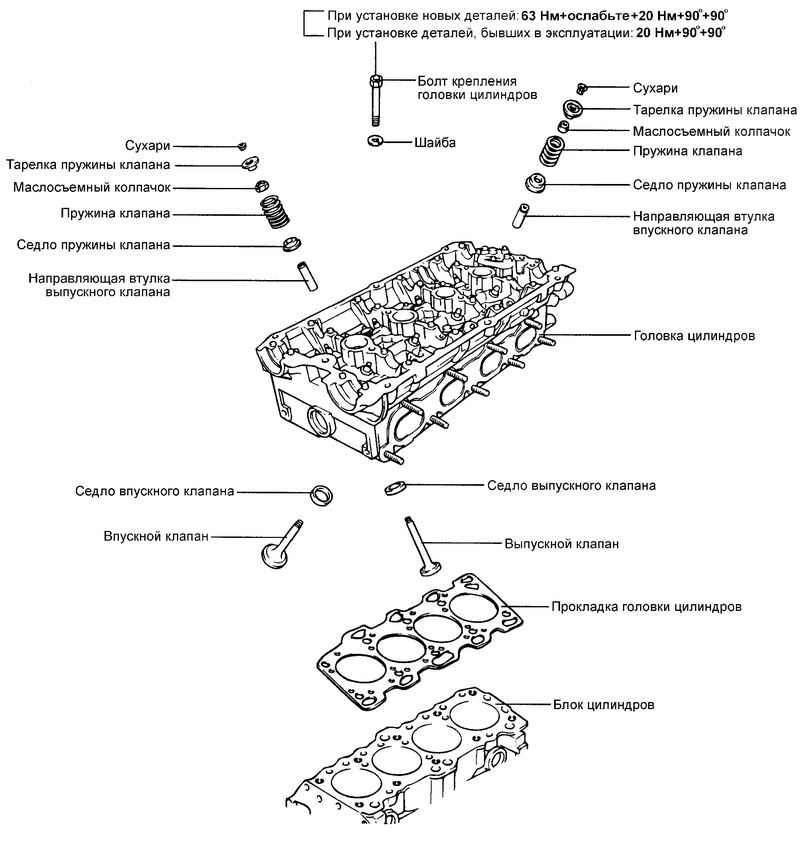
 | Рис. 2.122 . Головка цилиндров и клапаны |
Разборка
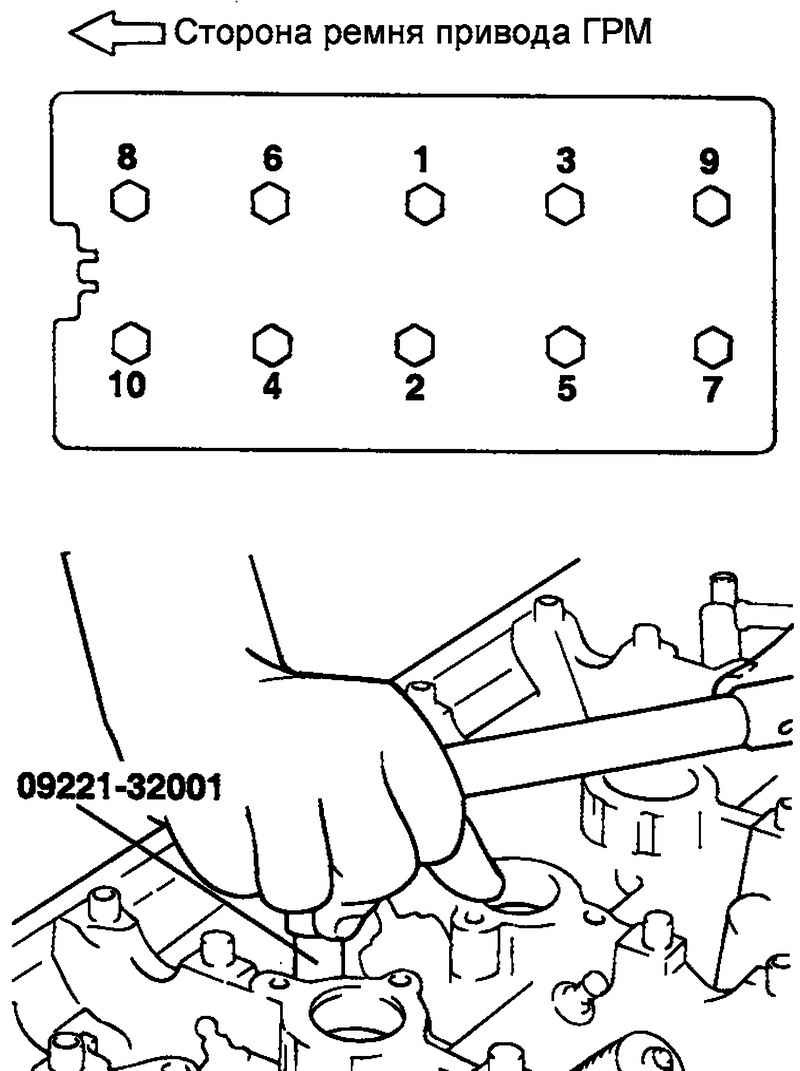
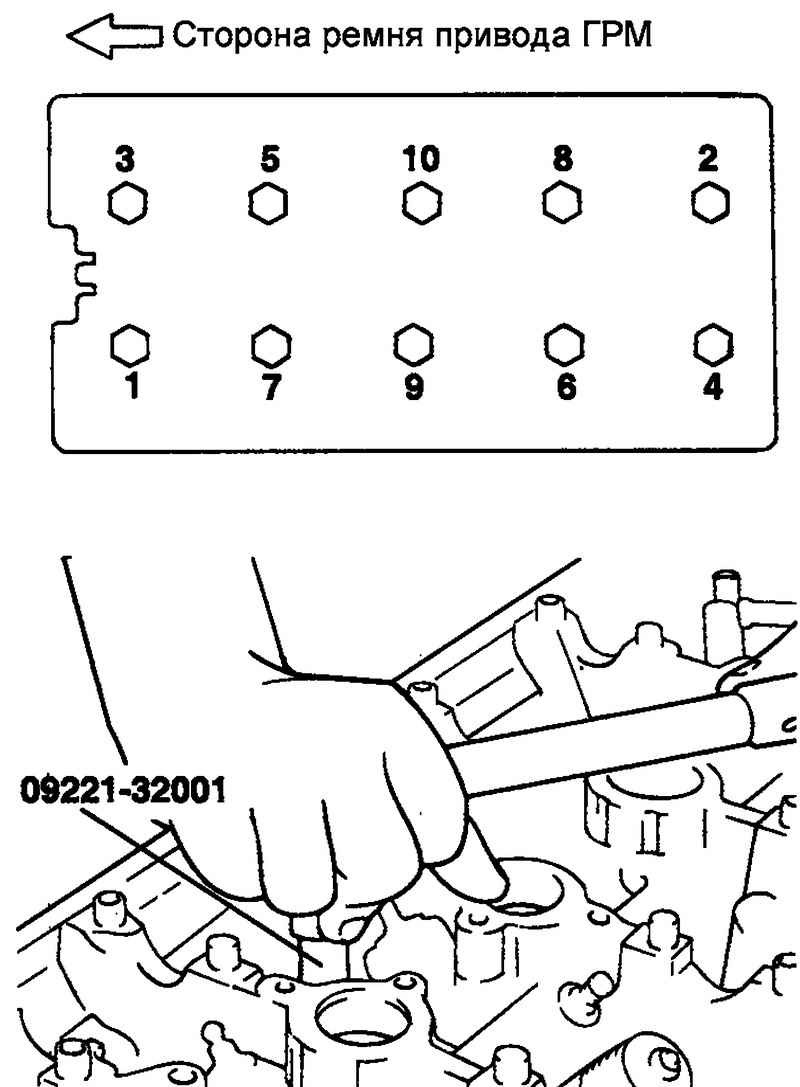 | Рис. 2.123 . Порядок отворачивания болтов крепления головки блока цилиндров |
С помощью специального инструмента (ключ 09221-32001) отверните болты крепления головки цилиндров в порядке, указанном на рисунке 2.123.
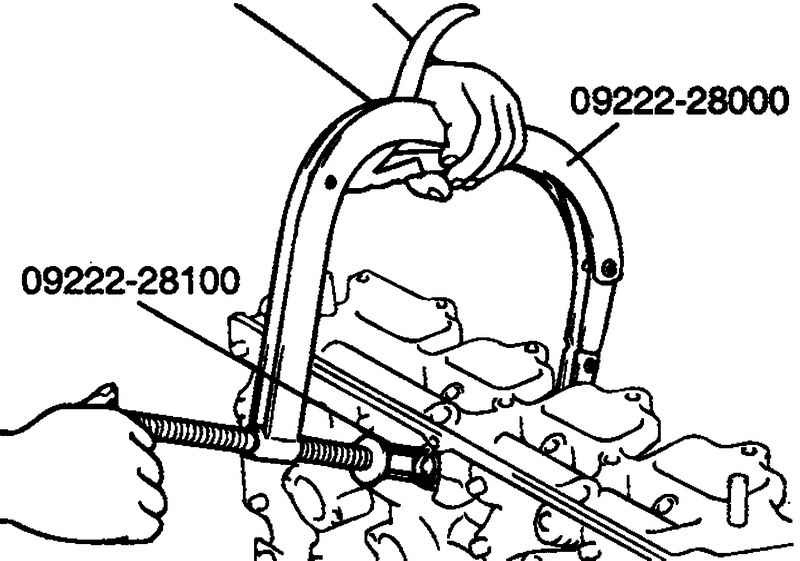 | Рис. 2.124 . Извлечение сухарей |
С помощью специального инструмента (приспособление для сжатия клапанных пружин 09222-28000 и переходник 09222-28100) сожмите пружину и извлеките сухари. Снимите тарелку пружины клапана, пружину клапана, седло пружины клапана и клапан ( рис. 2.124).
| ПРИМЕЧАНИЕ Храните детали для каждого из клапанов отдельно комплектом, чтобы не перепутать их при установке. |
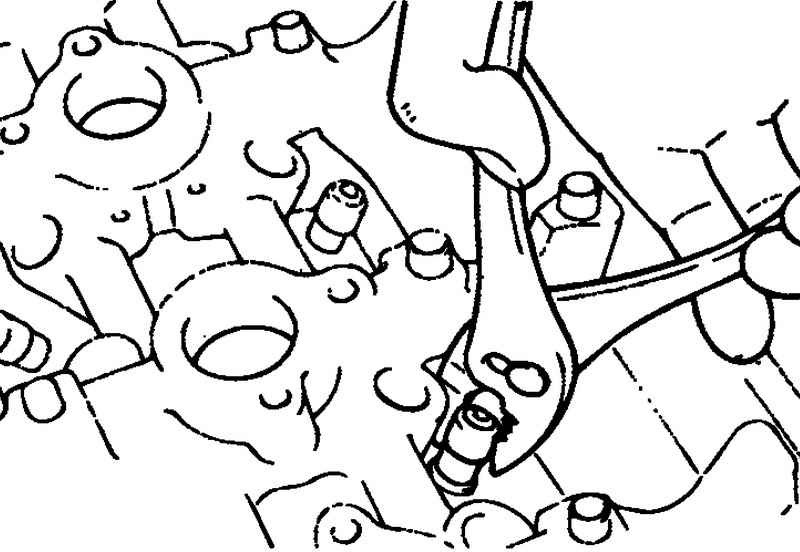 | Рис. 2.125 . Снятие маслосъемных колпачков |
С помощью специального инструмента (съемника маслосъемных колпачков 09222-29000) снимите маслосъемные колпачки ( рис. 2.125).
| ПРИМЕЧАНИЕ Повторная установка маслосъемных колпачков клапанов не допускается. |
Проверка головки блока цилиндров
Проверьте головку цилиндров на отсутствие трещин, повреждений и следов утечки охлаждающей жидкости. При обнаружении трещин замените головку цилиндров.
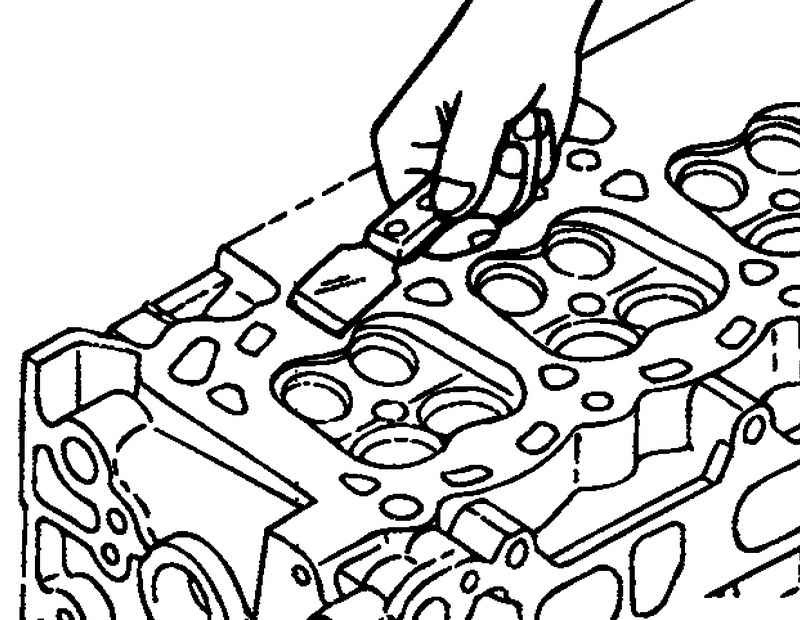 | Рис. 2.126 . Очистка поверхности головки блока цилиндров |
Полностью очистите головку цилиндров от накипи, нагара и остатков старого герметика и прокладки. Очистите каналы для прохода масла, продуйте их сжатым воздухом ( рис. 2.126).
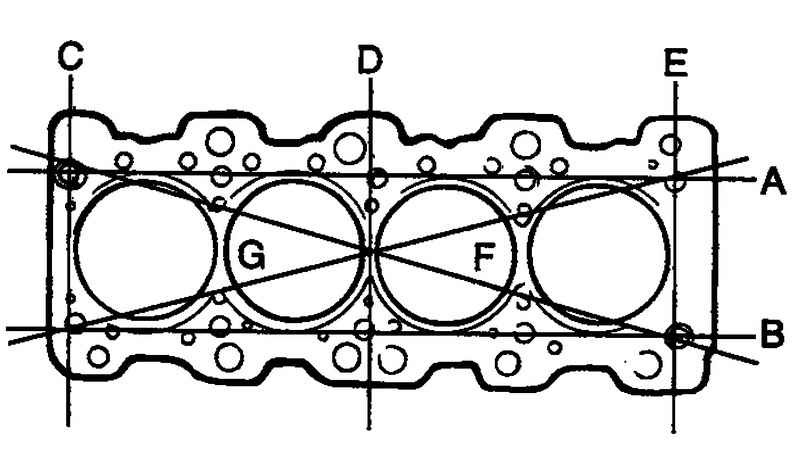 | Рис. 2.127 . Схема проверки плоскостности привалочной поверхности головки блока цилиндров |
Проверьте неплоскостность привалочной поверхности головки цилиндров в направлениях, показанных на рисунке. Если неплоскостность превышает предельно допустимое значение в каком-либо направлении, то либо замените головку цилиндров, либо перешлифуйте привалочную поверхность головки цилиндров ( рис. 2.127).
Значения неплоскостности привалочной поверхности головки цилиндров приведены ниже.
Номинальное значение: меньше 0,03 мм.
Предельно допустимое значение: 0,2 мм.
Проверка клапанов
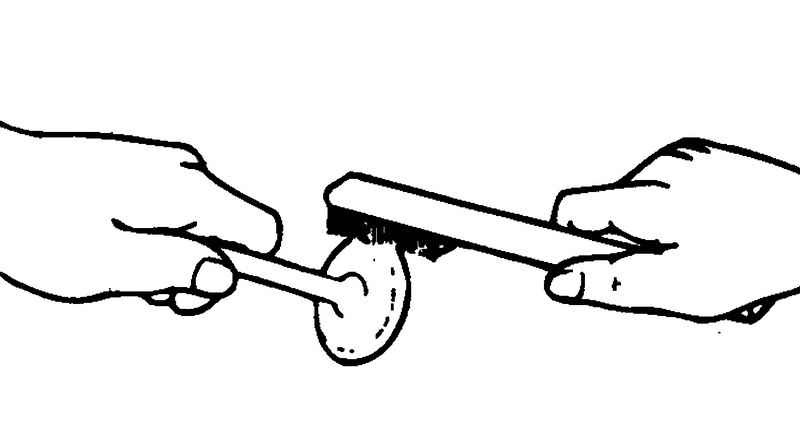 | Рис. 2.128 . Очистка клапана |
С помощью проволочной щетки тщательно очистите клапан ( рис. 2.128).
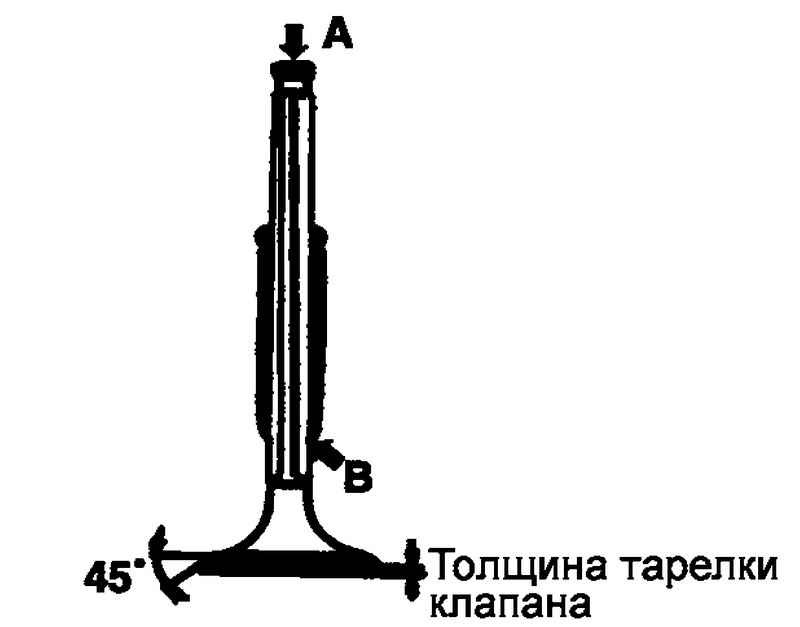 | Рис. 2.129 . Схема проверки клапана |
Проверьте каждый клапан на отсутствие износа, повреждений и деформации тарелки и зоны «B» стержня клапана. Замените клапан при необходимости. Если на торце «A» стержня клапана образовались вмятины или присутствует значительный износ, то при необходимости обработайте торец стержня клапана. Толщина снимаемого слоя при механической обработке торца стержня клапана должна быть минимальной. Кроме того, обработайте рабочую фаску седла клапана ( рис. 2.129).
Замените клапан, если толщина его тарелки меньше предельно допустимого значения.
Номинальное значение толщины тарелки клапана:
впускной клапан – 1,0 мм;
выпускной клапан – 1,5 мм.
Предельно допустимое значение:
впускной клапан – 0,7 мм;
выпускной клапан – 1,0 мм.
Проверка пружин клапанов
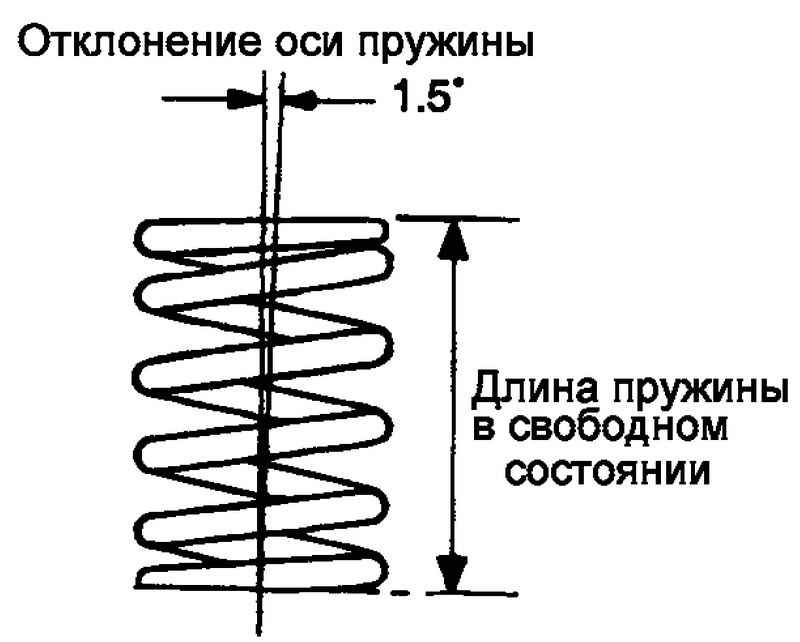 | Рис. 2.130 . Схема проверки пружины клапана |
Проверьте длину пружины клапана в свободном состоянии. Если длина пружины меньше предельно допустимого значения, замените пружину клапана ( рис. 2.130).
С помощью угольника проверьте отклонение оси пружины от перпендикуляра к опорной поверхности (неперпендикулярность). Если неперпендикулярность больше предельно допустимого значения, замените пружину клапана.
Номинальные значения измерений пружины клапана приведены ниже.
Длина пружины в свободном состоянии: 45,82 мм.
Длина пружины под нагрузкой 25,3 кг: 40,00 мм.
Отклонение оси пружины (неперпендикулярность): 1,5° или меньше.
Предельно допустимые значения измерений пружины клапана приведены ниже.
Длина пружины в свободном состоянии: 44,82 мм.
Отклонение оси пружины (неперпендикулярность): 4°.
Проверка направляющих клапанов
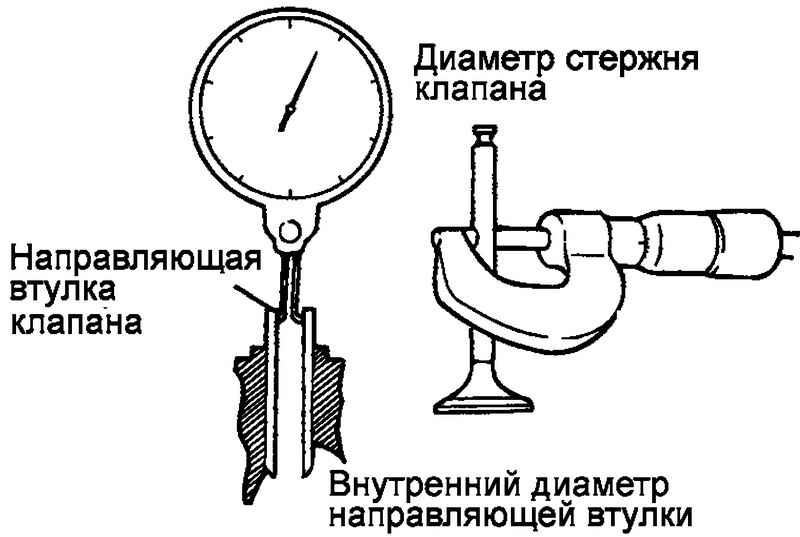 | Рис. 2.131 . Схема проверки направляющей клапана |
Проверьте зазор между направляющей и стержнем клапана (в нескольких точках по длине). Если зазор больше предельно допустимого значения, замените направляющую клапана ( рис. 2.131).
Значения зазоров между направляющей и стержнем клапана приведены ниже.
Номинальное значение:
впускной клапан – 0,020–0,047 мм;
выпускной клапан – 0,050–0,085 мм.
Предельно допустимое значение:
впускной клапан – 0,10 мм;
выпускной клапан – 0,15 мм.
Восстановление седла клапана
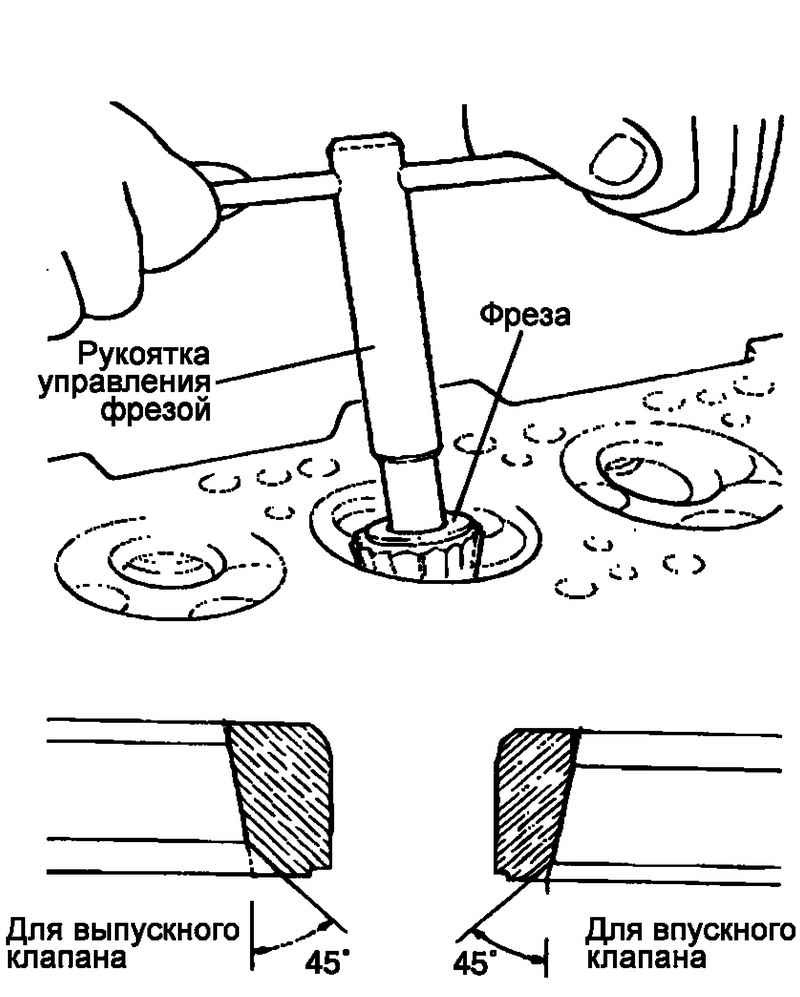 | Рис. 2.132 . Восстановление седла клапана |
Проверьте седло клапана на отсутствие следов перегрева и неравномерного контакта с запорной фаской тарелки клапана. При необходимости восстановите или замените седло клапана. Перед восстановлением седла клапана проверьте направляющую втулку клапана на отсутствие износа. Если направляющая втулка изношена, сначала замените ее, а затем восстановите седло клапана. Восстановление седла клапана производится специальным инструментом (фрезами или на станочном оборудовании). Ширина запорной фаски седла клапана должна соответствовать номинальным значениям и пятно контакта должно быть расположено равномерно по центру рабочей фаски тарелки клапана. После восстановления седла клапан и седло должны быть притерты с использованием притирочной пасты ( рис. 2.132).
Замена седла клапана
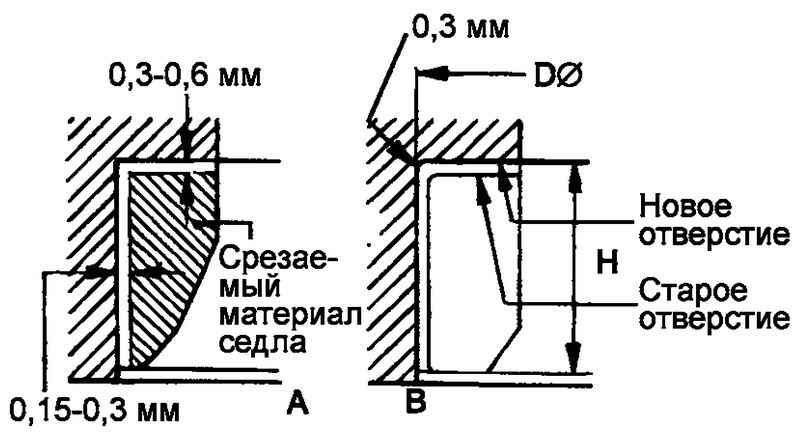 | Рис. 2.133 . Остаточное количество металла при обработке заменяемого седла клапана |
Вырежьте заменяемое седло клапана, остаточное количество металла указано на рисунке 2.133.
Расточите отверстие в головке цилиндров для установки седла клапана соответствующего ремонтного размера (увеличенного диаметра).
Нагрейте головку цилиндров до температуры примерно 250 °С и запрессуйте седло ремонтного размера в головку цилиндров.
Притрите клапан к новому седлу с использованием притирочной пасты.
Ширина запорной фаски седла клапана: 0,9–1,3 мм.
Замена направляющей клапана
 | Рис. 2.134 . Выпрессовка старой направляющей втулки клапана |
С помощью специального инструмента (оправка для установки направляющей втулки 09221-22000А) выпрессуйте старую направляющую втулку клапана из головки цилиндров в направлении поверхности под прокладку ( рис. 2.134).
Расточите отверстие головки цилиндров для установки направляющей втулки клапана соответствующего ремонтного размера (увеличенного диаметра).
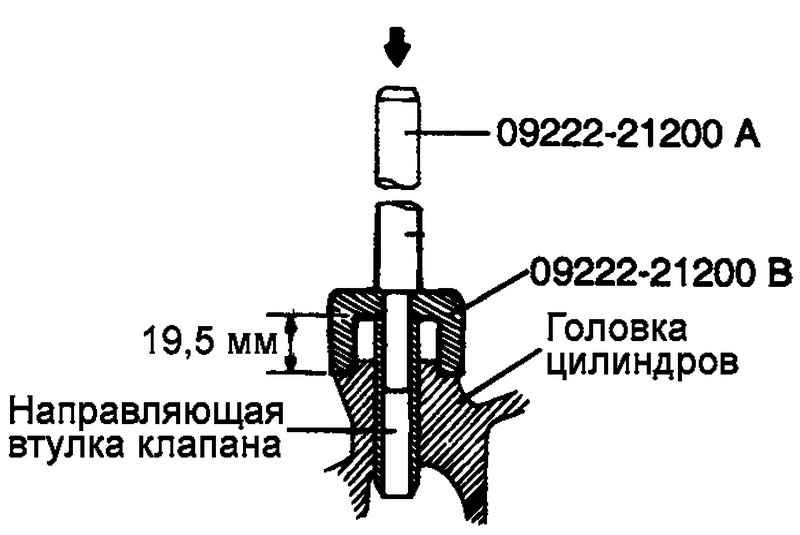
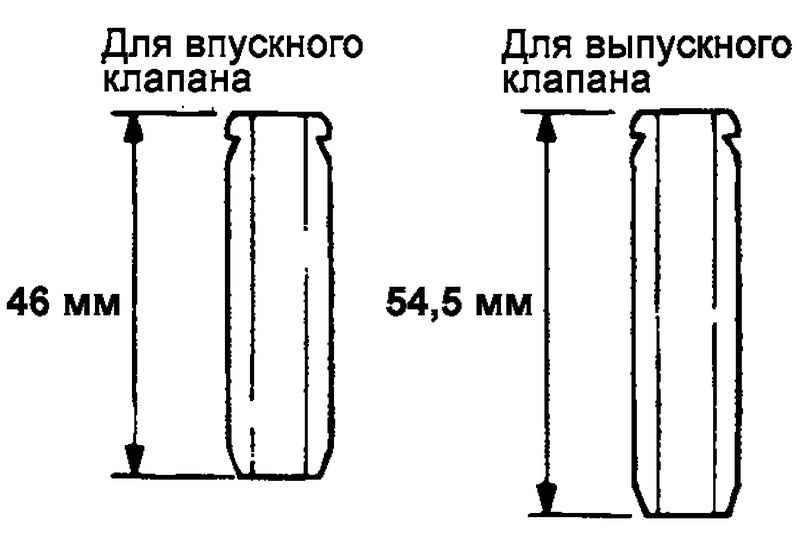 | Рис. 2.135 . Разница в длине направляющих втулок для впускного и выпускного клапанов |
С помощью специального инструмента (оправка для установки направляющей втулки 09221–22000В) запрессуйте новую направляющую втулку клапана со стороны постели распределительного вала. Обратите внимание на разницу в длине направляющих втулок для впускного и выпускного клапанов ( рис. 2.135).
После установки направляющей втулки клапана вставьте новый клапан и убедитесь, что зазор между направляющей втулкой и стержнем клапана соответствует номинальному значению.
После замены направляющей втулки клапана проверьте правильность посадки клапана в седло. При необходимости обработайте седло клапана.
Сборка
Установите седла пружин клапанов.
| ПРИМЕЧАНИЕ Тщательно очистите все детали перед сборкой. Нанесите моторное масло на все трущиеся и вращающиеся детали. |
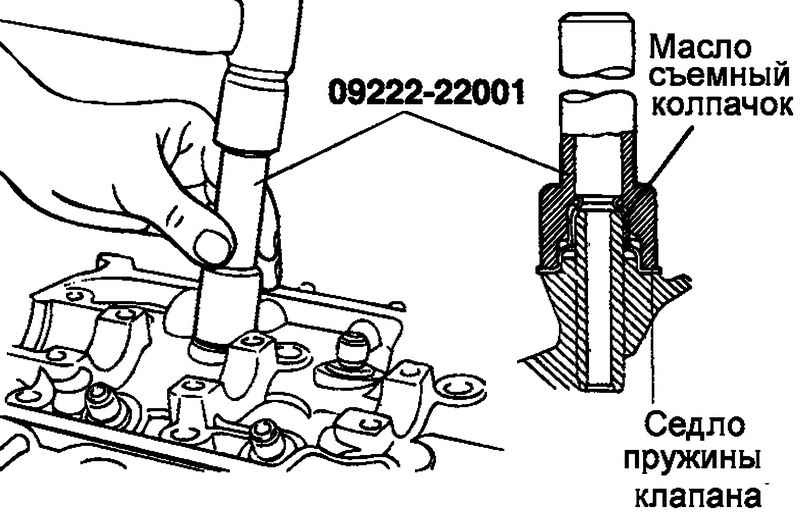 | Рис. 2.136 . Установка маслосъемного колпачка |
С помощью специального инструмента (оправка для установки маслосъемного колпачка 09222-22001) легким ударом установите маслосъемный колпачок на место ( рис. 2.136).
| ПРИМЕЧАНИЕ Повторное использование маслосъемных колпачков не допускается. Неправильная установка маслосъемного колпачка может привести к появлению утечек масла через направляющую втулку клапана. |
Смажьте стержень клапана моторным маслом. Вставьте клапан в направляющую втулку клапана. Не применяйте усилия при проходе стержня клапана через маслосъемный колпачок. После установки клапана проверьте плавность его перемещения.
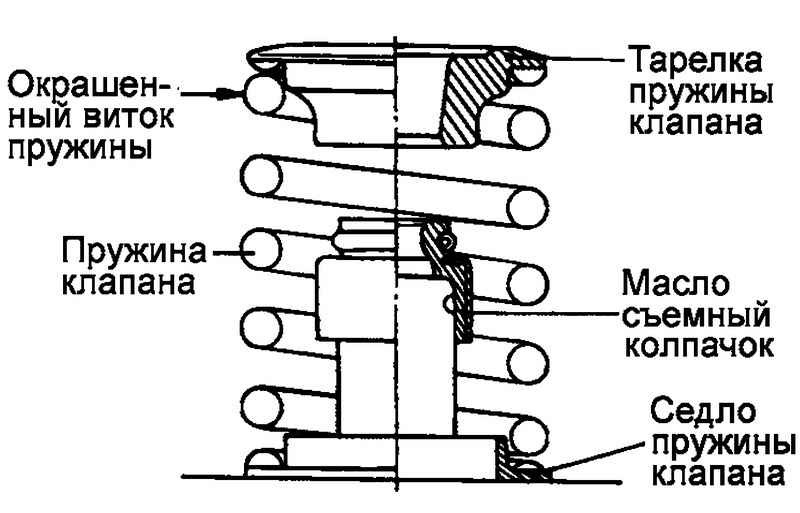 | Рис. 2.137 . Схема установки пружины клапана |
Установите пружину клапана так, чтобы окрашенный виток пружины был расположен около тарелки пружины (вверху), и затем установите тарелку пружины клапана ( рис. 2.137).
С помощью специального инструмента (приспособление для сжатия клапанных пружин 09222-28000 и переходник 09222-28100) сожмите пружину клапана и установите сухари. Перед снятием специального инструмента после установки клапана проверьте надежность установки сухарей.
| ПРИМЕЧАНИЕ При сжатии пружины клапана следите за тем, чтобы тарелка пружины не касалась маслосъемного колпачка. |
Очистите привалочные плоскости под прокладку на головке цилиндров и блоке цилиндров.
Проверьте соответствие идентификационных меток прокладки головки цилиндров техническим данным.
Установите прокладку головки цилиндров на блок цилиндров идентификационной меткой вверх (к головке цилиндров).
Перед установкой болтов крепления головки цилиндра измерьте их длину.
Максимальная длина болта : 99,4 мм.
 | Рис. 2.138 . Порядок затягивания болтов крепления головки блока цилиндров |
Затяните болты крепления головки цилиндров номинальным моментом в порядке, показанном на рисунке 2.138.
Момент затяжки с заменой деталей головки, блока или болтов крепления головки): 63 Н·м + отпустить все болты + 20 Н·м + 90°+ 90° Без замены деталей: 20 Н·м + 90°+ 90°.
Комментарии