
Обслуживание головки цилиндров и компонентов газораспределительного механизма
Данная процедура относится к числу тех, выполнение которых не требует снятия двигателя с автомобиля. |
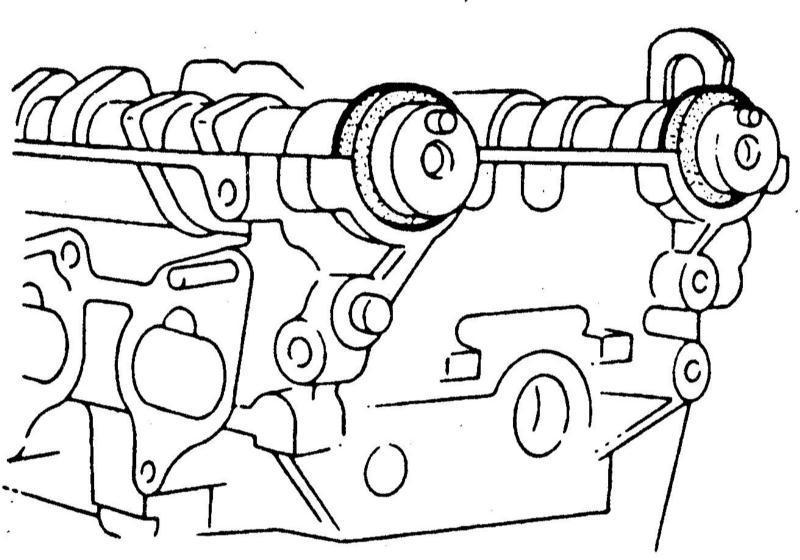
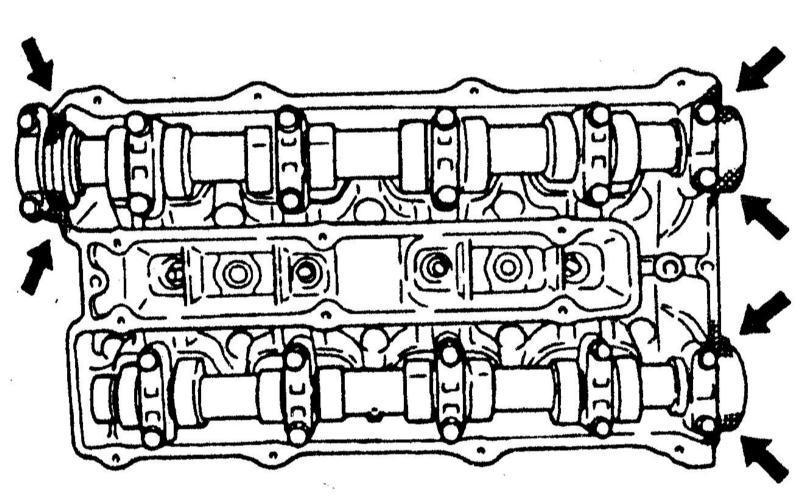
Детали установки, конструкция головки цилиндров и схема организации привода клапанов показаны также на иллюстрации Детали установки впускного трубопровода и выпускного коллектора.
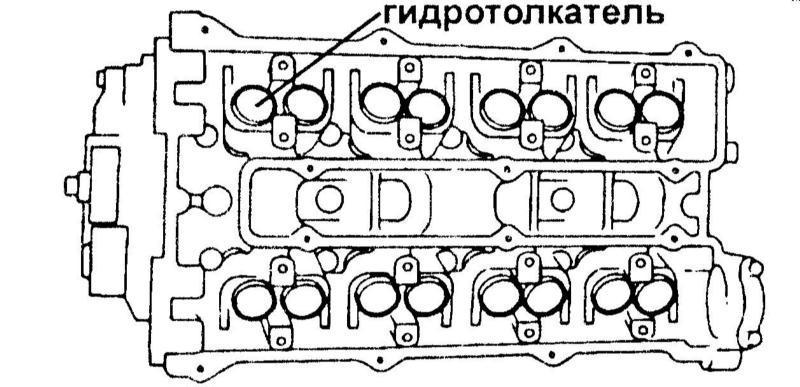
Конструкция головки цилиндров и схема организации привода клапанов
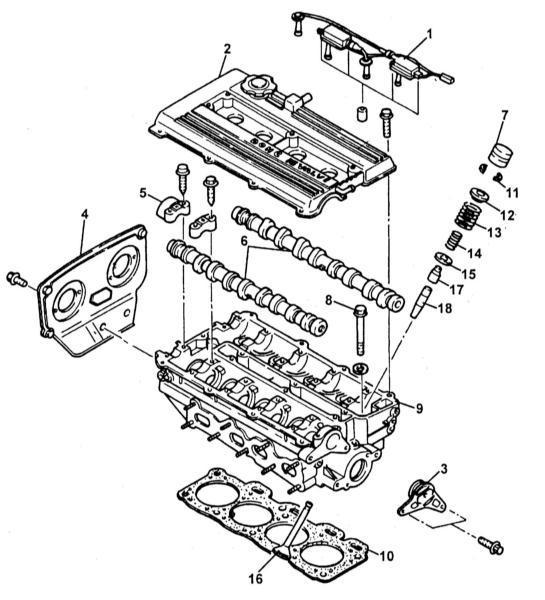 | |
1 — Катушки зажигания с ВВ электропроводкой | 10 — Уплотнительная прокладка |
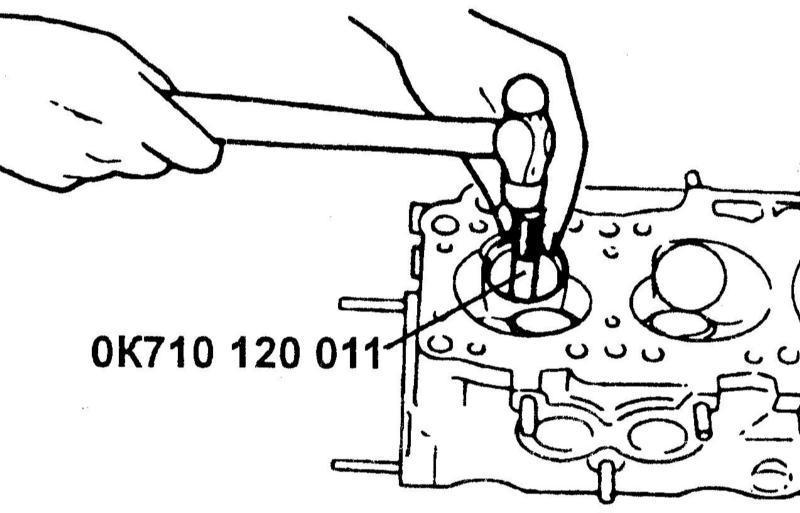
Демонтаж и обслуживание компонентов
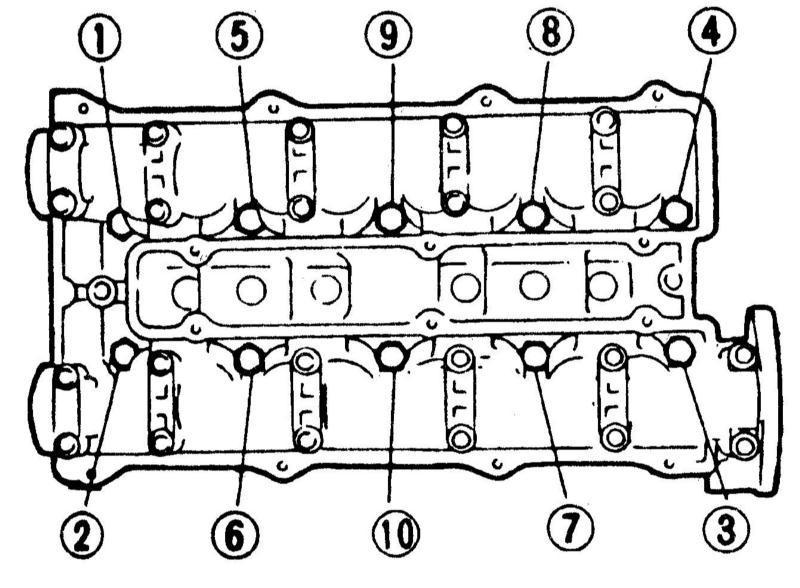
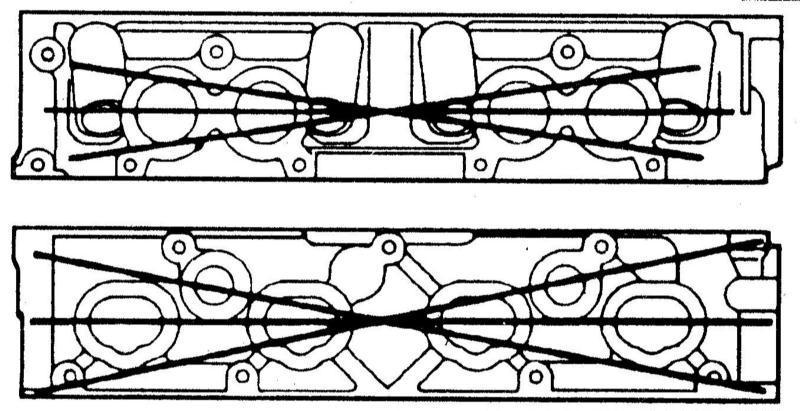
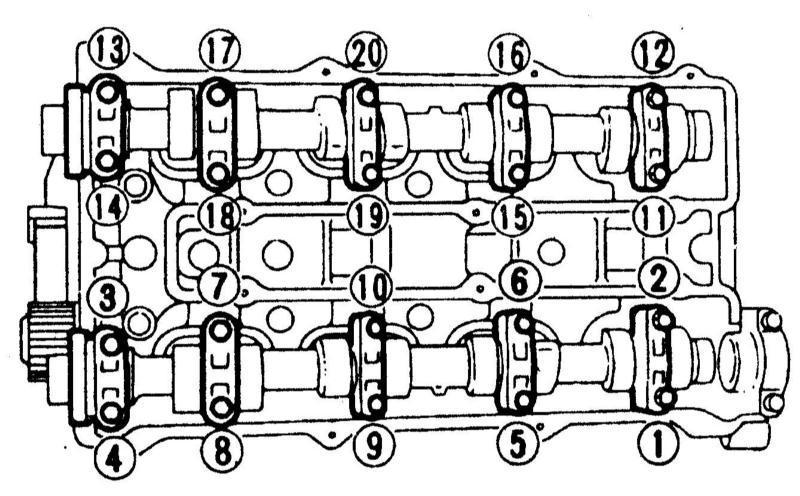
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||||||||||||||||||||||||||
|
Комментарии