
Установите головку блока цилиндров на подставку. Нанесите метки на снимаемые детали, чтобы правильно их установить при сборке. Снимите впускной трубопровод вместе с топливной магистралью. Отсоедините от головки трубопровод системы рециркуляции отработавших газов. Отсоедините выпускной коллектор, предварительно сняв с него термоизолирующий экран. Выньте регулировочные шайбы и толкатели. Снимите клапаны при помощи приспособления для сжатия пружин типа Facom U43LA и уложите для каждого клапана отдельно сухари, тарелку пружины, опорную шайбу. Очистите все детали. Снимите с направляющих втулок маслоотражающие колпачки. Для того чтобы убрать остатки прокладки с деталей из алюминиевого сплава, можно пользоваться шабером или другим острым инструментом. Однако действуйте осторожно, так как это может привести к повреждению поверхностей сопряжения. Предпочтительно пользоваться для этой цели химическим растворителем типа Loctite — Decaploc 88 или Decapjoint.
Ремонт головки блока цилиндров требует специального оборудования, поэтому желательно проводить его в ремонтных мастерских.
Осмотрите снятые детали, убедитесь в отсутствии трещин, сколов, значительного износа рабочей поверхности и других дефектов. Ниже даются указания по проверке технического состояния основных деталей головки блока цилиндров.
Направляющие втулки клапанов
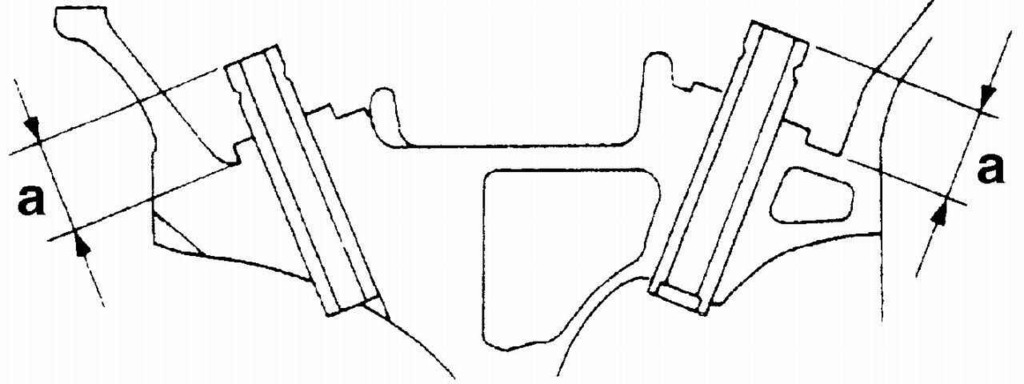 | Рис. 2.31. Установка направляющих втулок клапанов: а = 11,5—11,7 мм |
Запрессованы в головку блока цилиндров ( рис. 2.31). Предусмотрены ремонтные втулки с увеличением наружным и уменьшенным внутренним диаметрами. Выпрессовка изношенных втулок осуществляется с помощью пресса и оправки.
Предварительно разогрейте головку в масляной ванне до температуры 110—120° С. Затем расточите отверстия под втулку ремонтного размера. Запрессовку втулок в головку проводите также после ее нагрева до указанной температуры, после чего разверните внутреннее отверстие запрессованной втулки под диаметр стержня клапана.
Клапаны
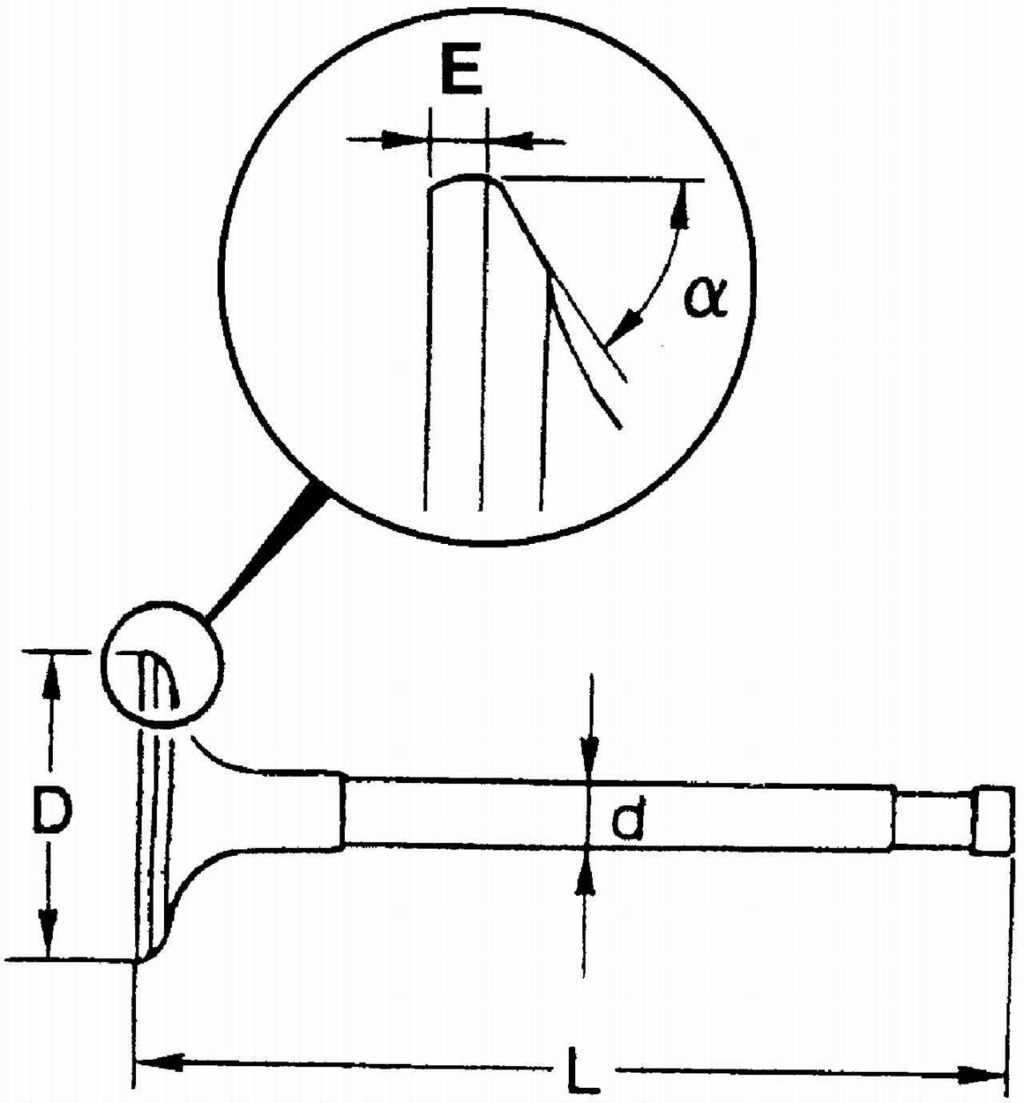 | Рис. 2.32. Геометрические размеры клапана: Е — толщина цилиндрической части тарелки клапана; D — диаметр тарелки клапана; d — диаметр стержня клапана; L — общая длина клапана; a — угол рабочей фаски клапана |
Зазор между стержнем клапана и направляющей втулкой не должен превышать допустимой величины. Так как клапаны ремонтных размеров не предусмотрены, заменять следует клапан и втулку в паре. Головку клапана шлифуйте и притирайте только в пределах размеров, указанных в табл. 2.6. После шлифования фасок тщательно очистите головку блока цилиндров и проверьте герметичность клапанов. Геометрические размеры клапана указаны на рис. 2.32.
Седла клапанов
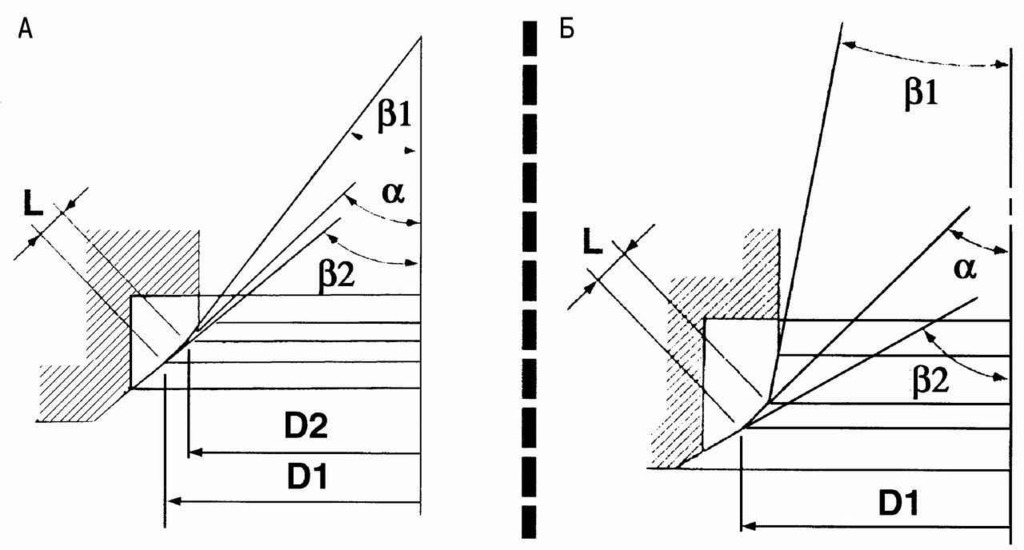 | Рис. 2.33. Геометрические размеры седел клапанов: А — впускных; Б — выпускных; D1 — наружный диаметр рабочей фаски; D2 — внутренний диаметр рабочей фаски; L — ширина рабочей фаски; a — угол рабочей фаски; b1 — угол верхней фаски; b2 — угол нижней фаски |
Запрессованы в головку блока цилиндров. Седла можно шлифовать в пределах размеров, указанных в табл. 2.5. Замену седел проводите после нагрева головки блока цилиндров в масляной ванне до температуры 110—120° С с использованием пресса и оправки. После шлифования фасок тщательно очистите головку блока цилиндров и проверьте герметичность седел. Геометрические размеры седел приведены на рис. 2.33.
Таблица 2.5 Размерные характеристики седел клапанов двигателей GA14DE и GA16DE
| Характеристика | Впускные клапаны | Выпускные клапаны |
| Ширина рабочей фаски, мм | 1,06-1,34 | 1,20-1,68 |
| Наружный диаметр рабочей фаски, мм | 29,5-29,7 | 23,5-23,7 |
| Внутренний диаметр рабочей фаски, мм | 27,8-28,0 | - |
| Угол рабочей фаски | 45° | - |
| Угол верхней фаски | 30° | 15° |
| Угол нижней фаски | 60° | - |
Маслоотражательные колпачки
Всегда подлежат замене при ремонте головки. Заменяйте их после снятия опорных шайб клапанов с помощью оправки.
Пружины клапанов
Проверьте угол отклонения витков пружины от оси. При скалывании защитного лака рекомендуется заменять пружины из-за возможности разрыва пружины при эксплуатации. Не очищайте пружины с применением бензина или трихлорэтилена, так как эти вещества могут растворять защитный лак.
Толкатели
Проверьте состояние поверхности и зазор между толкателями и стенками их гнезд. Осмотрите поверхность гнезд толкателей. В случае износа, превышающего допустимый, замените толкатели или головку блока цилиндров.
Поверхность сопряжения головки с блоком цилиндров
Если отклонение от плоскостности поверхности сопряжения головки блока цилиндров с блоком превышает 0,1 мм и распределительный вал свободно вращается, проведите шлифование головки блока цилиндров. Толщина снимаемого слоя металла не должна превышать 0,2 мм. В противном случае замените головку блока цилиндров.
Распределительные валы и звездочки
Осмотрите поверхность распределительных валов и их опор, обращая особое внимание на износ кулачков и шеек. Проверьте их геометрические размеры. При значительном отклонении замеряемых величин от допустимых замените вал или головку блока цилиндров. Проверьте радиальное и осевое биение валов и звездочек. Замените детали при значительном износе.
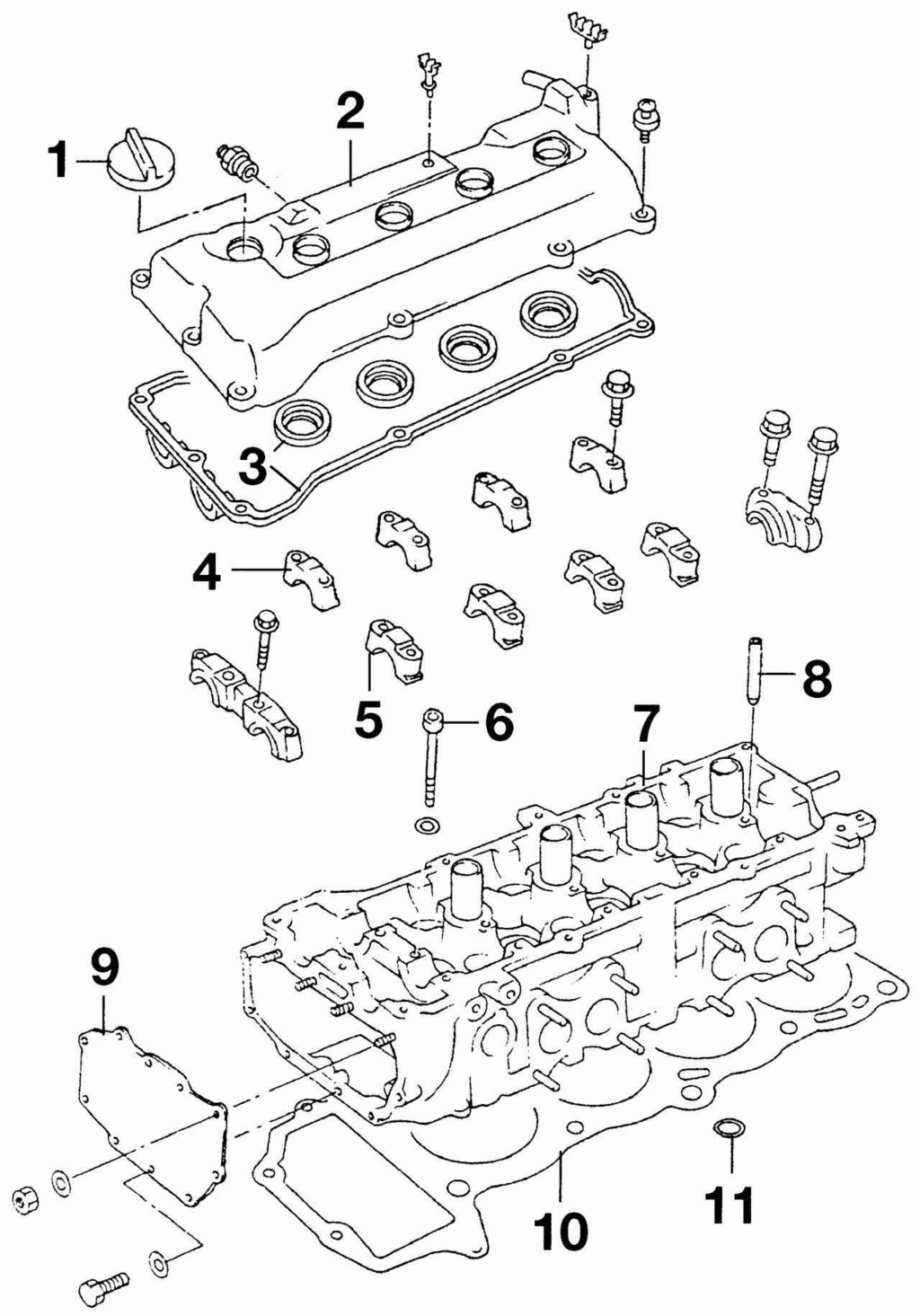 | Рис. 2.34. Детали головки блока цилиндров: 1 — пробка маслозаправочной горловины; 2 — крышка головки блока цилиндров; 3 — прокладка крышки головки блока цилиндров; 4 — крышка подшипника распределительного вала впускных клапанов; 5 — крышка подшипника распределительного вала выпускных клапанов; 6 — болт крепления головки блока цилиндров; 7 — головка блока цилиндров; 8 — направляющая втулка клапана; 9 — передняя крышка головки блока цилиндров; 10 — прокладка головки блока цилиндров; 11 — седло клапана |
При сборке головки блока цилиндров необходимо смазать моторным маслом рекомендуемого качества все соприкасающиеся детали. При работе руководствуйтесь рис. 2.34.
Очистите головку блока цилиндров и все снятые детали. Продуйте каналы головки блока цилиндров, обратив особое внимание на каналы смазки распределительных валов. При использовании ранее снятых клапанов установите их на свои места.
Сборку клапанного механизма выполняйте в такой последовательности. Вставьте клапан в направляющую втулку, наденьте на направляющую втулку опорную шайбу, напрессуйте новый маслосъемный колпачок, поставьте пружину и тарелку пружины. Сожмите приспособлением пружину и установите сухари. Поставьте на ребро головку блока цилиндров и, слегка постукивая медным или бронзовым молотком по краям стержней клапанов, добейтесь правильной посадки сухарей. Установите на свои места толкатели с регулировочными шайбами. Установите выпускной коллектор с новыми прокладками, затем термоизолирующий экран. Установите впускной трубопровод с новой прокладкой. Установите трубопровод РОГ между впускным трубопроводом и выпускным коллектором.
Комментарии