
3.1.3.7. Чистовая обработка посадочной фаски седла / клапана
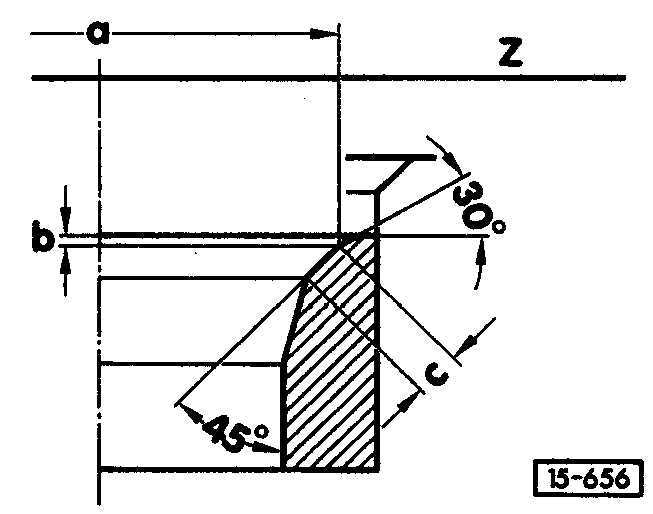
Седло впускного клапана
 |
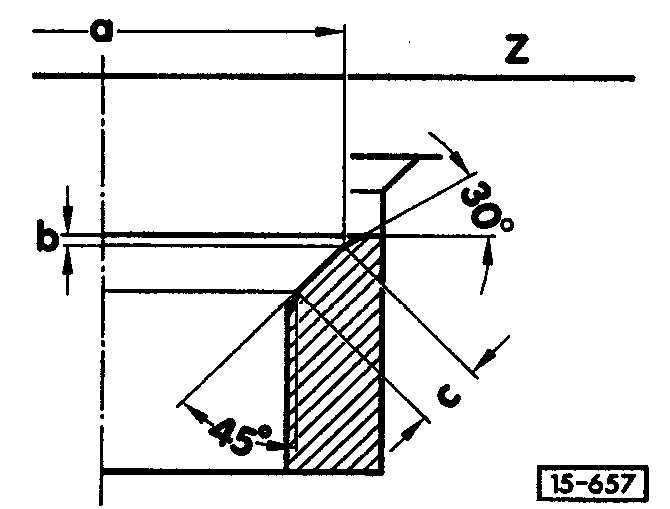
Седло выпускного клапана
 |
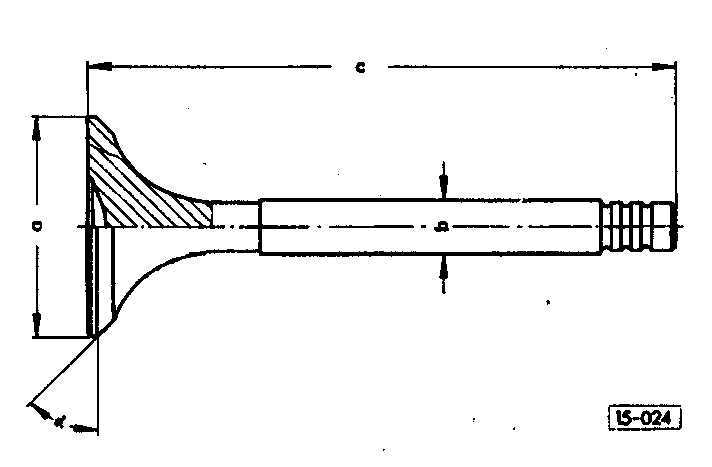
Размеры клапана
 |
Седла клапанов со следами износа или влияния процесса сгорания могут до обрабатываться, пока выдерживается максимально допустимый размер дообработки. Если этот размер превышен, то гидравлический компенсатор зазора в приводе клапанов перестает выполнять свои функции. В этом случае головку цилиндров следует заменить. Седла клапанов всегда до обрабатываются так, чтобы обеспечить безупречный вид рабочей поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов мастерской. Для чистовой обработки требуются развертки. Так как обращение с этими инструментами требует определенного навыка, работу следует выполнять в мастерской.
Предупреждение
![]() Выпускные седла снабжены дополнительно сужением. При до обработке обязательно обращайте внимание на то, чтобы не повредить радиус сужения.
Выпускные седла снабжены дополнительно сужением. При до обработке обязательно обращайте внимание на то, чтобы не повредить радиус сужения.
Определение максимально допустимого размера дообработки
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||
| ||||||
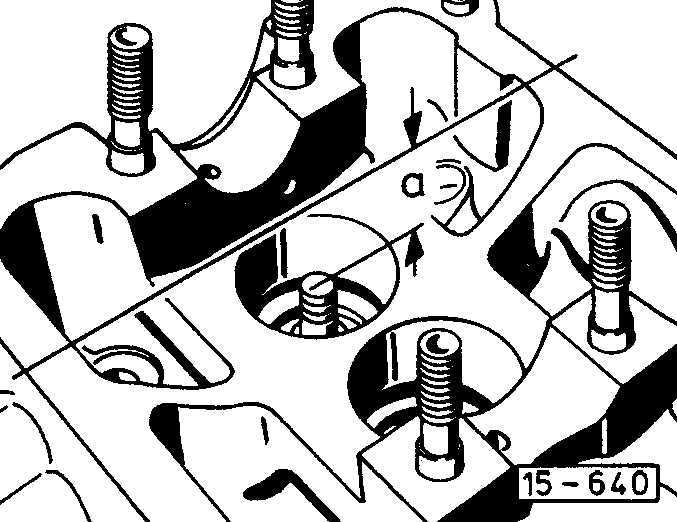
Минимально допустимые значения расстояния – а
| ДВИГАТЕЛЬ | ВПУСКНОЙ КЛАПАН | ВЫПУСКНОЙ КЛАПАН |
| 2,8 л (30 клапанов) | 32,2 мм 1) | 33,0 мм |
| 2,6/ 2,8 л (12 клапанов) | 33,8 мм | 34,1 мм |
1) Средний впускной клапан: 33,2 мм
Угол и ширина посадочной фаски седла клапана
| ДВИГАТЕЛЬ | ВПУСКНОЙ КЛАПАН | ВЫПУСКНОЙ КЛАПАН |
| а = | 39,2 мм (/) | 32,4 мм (/) |
| с = | 2,0 мм | 2,4 мм |
b – максимально допустимый размер дообработки (вычисляется)
Z – нижняя контактная поверхность головки цилиндров
300 – верхний корректировочный угол
450 – угол фаски седла клапана
6-цилиндровый бензиновый двигатель: а = макс. 3,5 мм; b = мин. 0,5 мм; а = 450.
Комментарии