ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
Проверка
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||
|
Расточка цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||
|
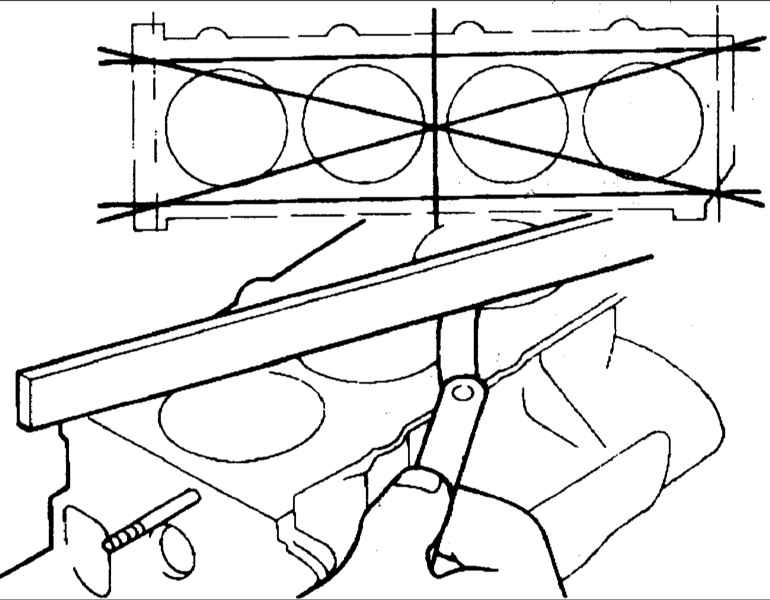
Сборка
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|

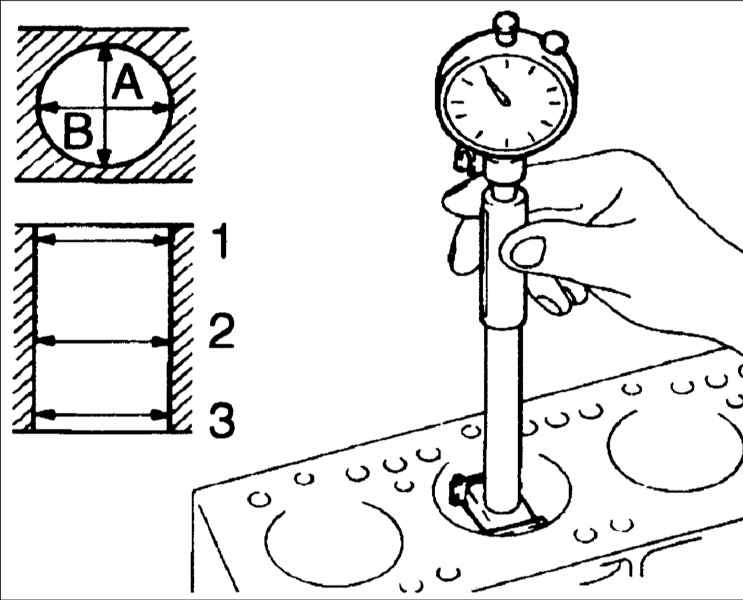
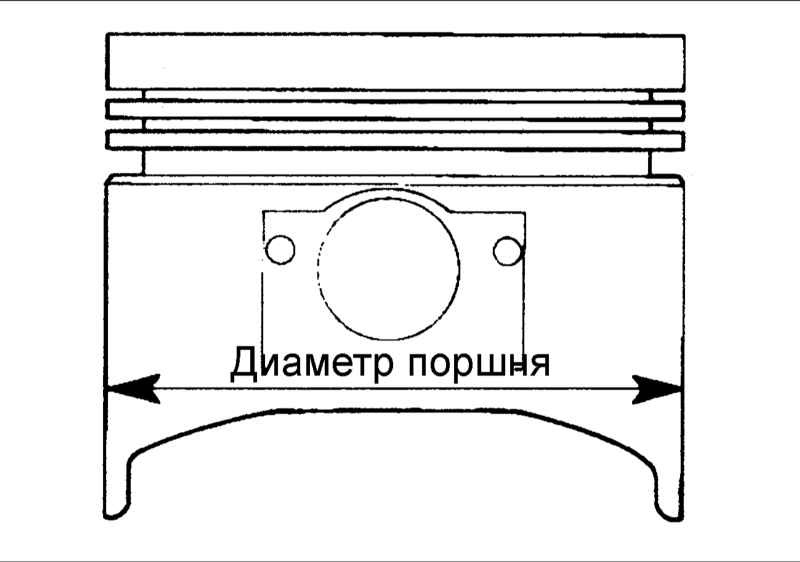
ПОРЯДОК ВЫПОЛНЕНИЯ Снимите головку цилиндров, зубчатый ремень, переднюю крышку, маховик, поршни и коленчатый вал. Проверка ПОРЯДОК ВЫПОЛНЕНИЯ 1. Визуально проверьте блок цилиндров на отсутствие ржавчины, коррозии, трещин или любых других дефектов. 3. Если диаметры цилиндров превышают допустимые значения, имеют овальность или конусность или поверхность цилиндров повреждена или имеет выработку, блок цилиндров необходимо расточить и установить новые поршни и поршневые кольца ремонтного размера. 4. Если в верхней части цилиндра имеется ступенька, срежьте ее специальным инструментом. Измерьте наружный диаметр каждого поршня под углом 90° к поршневому пальцу, на расстоянии 2 мм от юбки поршня. Зазор между поршнем и цилиндром: 0,02–0,04 мм 7. Проверьте блок цилиндров на отсутствие повреждений и трещин. 8. Металлической линейкой и щупом в шести направлениях проверьте плоскостность сопрягаемой поверхности блока цилиндров. Привалочная поверхность для прокладки блока цилиндров после перешлифовки должна уменьшить высоту блока цилиндров не более чем –0,2 мм. Расточка цилиндров ПОРЯДОК ВЫПОЛНЕНИЯ 1. Поршни увеличенного размера, которые будут использоваться должны быть определены на основании наибольшего диаметра отверстия цилиндра. Маркировка выбита на днище поршня. 2. Измерьте наружный диаметр поршня. 3. На основании измеренного размера определите размер расточки. Размер расточки = Диаметр поршня + 0,02–0,04 мм Для исключения изменения размера от температуры в процессе хонингования, обрабатывайте цилиндры в следующей последовательности: №2, №4, №1 и №3. 5. Хонингуйте цилиндры до получения требуемого расчетного диаметра (наружный диаметр поршня + зазор). При расточке, растачивайте все цилиндры до одного увеличенного размера. Не растачивайте только один цилиндр до увеличенного размера. Сборка ПОРЯДОК ВЫПОЛНЕНИЯ Установите детали в следующей последовательности:
2. Измерьте диаметры цилиндров в диаметрально противоположных направлениях, в трех уровнях по высоте цилиндров:
5. В качестве запасных частей поставляются поршни четырех увеличенных размеров: 0,25, 0,5, 0,75 и 1,00 мм.
6. При расточке цилиндров до ближайшего увеличенного размера, выдержите зазор между поршнем и цилиндром и убедитесь, что поршни имеют тот же увеличенный размер.
![]()
![]()
4. Расточите каждый из цилиндров до расчетного размера.
![]()
6. Проверьте зазор между поршнем и цилиндром.
![]()
1111
Комментарии